

聯系我們

不銹鋼焊管_精軋螺紋鋼老客戶鐘愛
更新時間:2025-01-13 14:47:28 瀏覽次數:7 公司名稱:天津 萬弗萊鋼有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |


萬弗萊鋼有限公司座落于大邱莊開發區。公司依靠的設備、成熟的材料及獨特的堆焊新工藝,主要從事 河北張家口合金管的研發、生產與銷售公司通過IS09001質量管理認證體系認證。我們的專業團隊將根據客戶的實際需求,提出合理的建議、高品質的產品和提供有效的解決方案。
選擇我們的產品與服務,我們將竭誠為您服務。



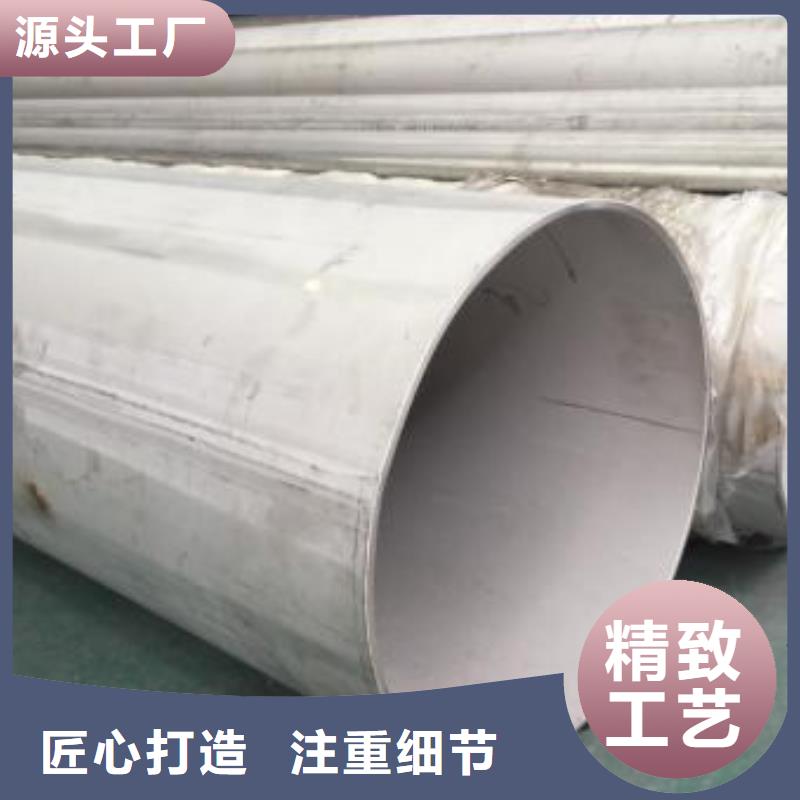
無縫方管通過模具擠壓成型的四方形空心方管,主要被用于流體輸送管道。主要用于液體輸送、液壓支架、機械結構、低壓高壓鍋爐管、換熱管、燃氣、石油等行業。他比其它管道更堅固,不易出現裂紋。
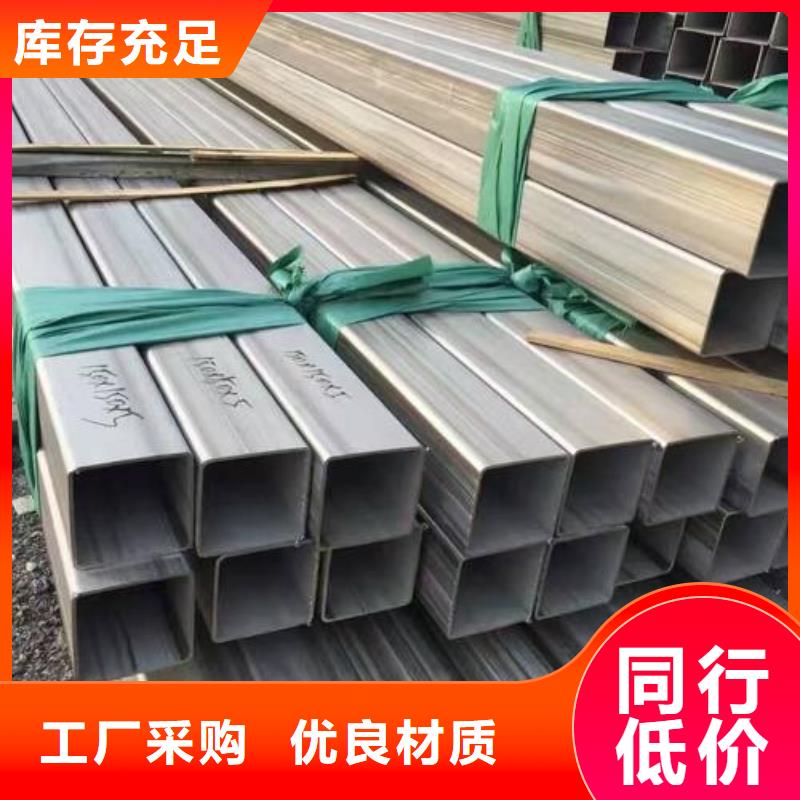
焊接方管是一種空心方型鋼管,又稱空心冷彎型鋼。它是一種方形截面形狀和尺寸的鋼材,采用熱軋或冷軋帶鋼或軋制薄板作為坯料,經冷彎加工后再經高頻焊接而成不銹鋼無縫方管冷調法矯直方式一般適用于公稱邊長小于50mm、彎曲程度不大的不銹鋼無縫方管。
冷調法矯直方式根據操作方法的不同又分為杠桿矯直法、錘擊矯直法、特制矯直法。
杠桿調直法:將管子彎曲部位作支點,用手加力于施力點,調直時要不斷變動支點部位,使彎曲管均勻調直而不變形。
錘擊調直法:該方法用于邊長較小的長管。當方管彎曲確定后,將管子放在兩根相距一定距離的平行的方木上,一人站在管子的一端觀察管子的彎曲部位,另一人按觀察者指示,用錘敲擊,經過幾次反復敲擊,管子就能調直。
特制調直法:當不銹鋼方管邊長較大但不超過100mm時,在調直臺上進行調直,將方管的彎曲部位擱置在調直器兩支塊中間,凸部向上,支塊間的距離可根據不銹鋼方管彎曲部位的長短進行調整,再旋轉絲杠,使壓塊下壓,把凸出的部位逐漸壓下去。




公司以"效益以質為本、高譽以德為本、高質量以法為本、高科技以人為本"的經營理念贏得客戶的好評,歡迎新老顧客光臨我公司洽談合作,共創輝煌!1886年,德國曼內斯曼兄弟發明了曼氏斜軋穿孔機,1892年發明了皮爾格軋管機(周期式軋管機),1923年在斜軋穿孔機上穿出了 根厚壁2507不銹鋼管,隨后又在周期式軋管機上軋出了薄壁不銹鋼管。隨著熱擠壓技術的開發成功(特別是玻璃潤滑劑的應用),1949年之后,美國、英國、瑞典、日本、德國、前蘇聯等 開始廣泛采用熱擠壓法生產2507不銹鋼管。因擠壓法的變形應力狀態(三向壓應力) 和擠壓機及其輔助設備的結構不斷改進,以及擠壓工具設計和擠壓工藝的日趨完善,熱擠壓工藝已成為生產2507不銹鋼管的主要工藝。
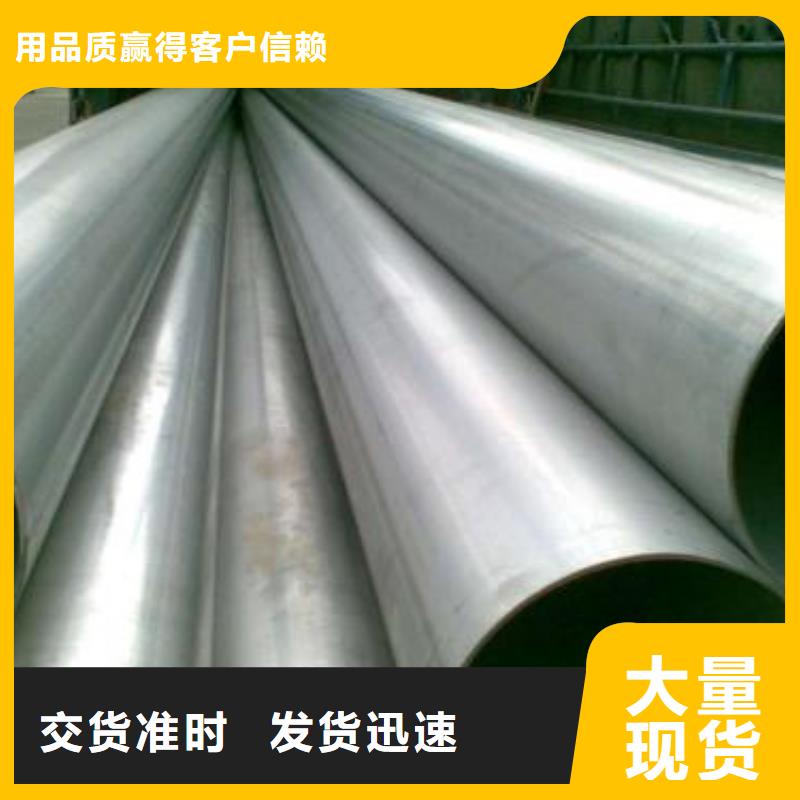
目前,國外主要專業2507不銹鋼管生產廠擁有擠壓機的情況如表3所示。除用熱擠壓法外,也有用錐型穿孔機或三輥穿孔機穿制毛管,周期式軋管機或連軋管機、三輥軋管機延伸,定(減)徑機定徑的工藝生產2507不銹鋼管。采用后者工藝的一般不是專業生產2507不銹鋼管的工廠,而是生產包括各種無縫鋼管在內的工廠,2507不銹鋼管僅是其產品的一部分,這類工廠一般選用通用型的穿孔機。與二輥斜軋穿孔機相比,錐型和三輥穿孔機的變形應力狀態有利于難變形和變形抗力大的鋼或合金變形,同時可以避免和減小穿孔過程中鋼管的內外表面缺陷。現在國外很少采用二輥斜軋穿孔機生產2507不銹鋼管。
為了經濟地生產高質量的不銹鋼管,除在熱擠壓(軋)工序采取上述各種先進技術外,還在煉鋼,熱處理,精整(矯直、噴丸、拋光),冷軋冷拔(潤滑、脫脂、打頭),無損探傷等方面開發和采用了很多新技術與新工藝。
