
產品詳細介紹
云海旭金屬材料有限公司
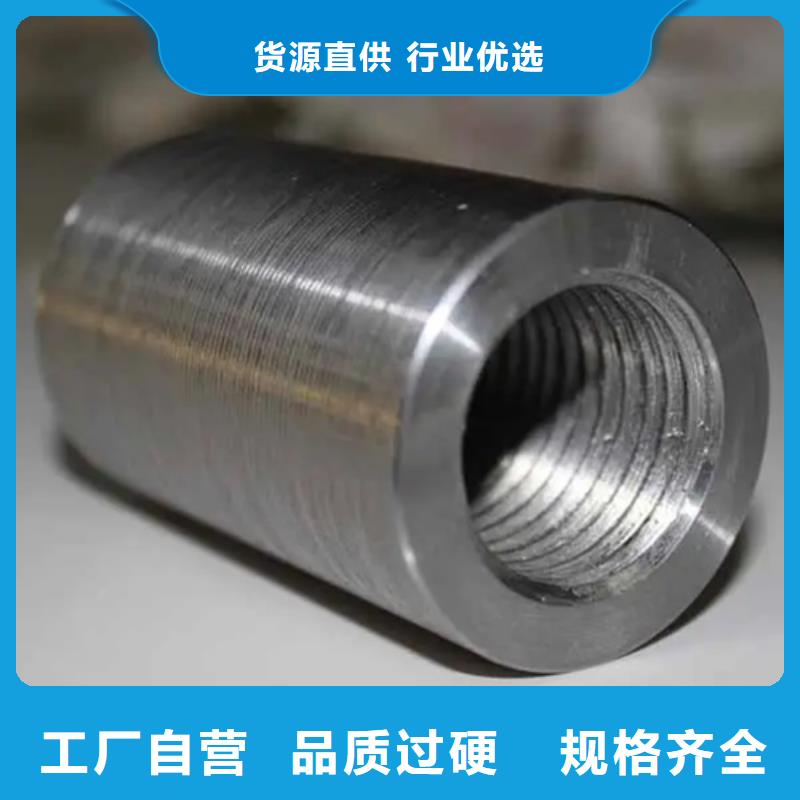
鋼筋套筒在制作時要注意以下九點:1.連接鋼筋時,鋼筋規格和連接套的規格應一致,并確保鋼筋和連接套的絲扣干凈完好無損。2.鋼筋應先調直再下料。滾絲機切口端面應與鋼筋軸線垂直,不得有馬蹄形或撓曲。不得用氣割下料。3.加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與連接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格。4.加工鋼筋錐螺紋時,應采用水溶液切削潤滑液。5.已檢驗合格的絲頭應加以保護。6.連接鋼筋時,應對正軸線將鋼筋擰入連接套,然后用力矩扳手擰緊。7.采用預埋接頭時,連接套的位置、規格和數量應符合設計要求。帶連接套的鋼筋應固定牢固,連接套的外露端應有密封蓋。8.必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。9.操作工人必須持證上崗。
 洛陽25/37.3-23.4套筒-25/37.3-23.4套筒專業生產
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
洛陽25/37.3-23.4套筒-25/37.3-23.4套筒專業生產
鋼筋套筒工藝操作要點1)鋼筋螺紋加工① 加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。② 加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③ 操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④ 經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤ 已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。

 直螺紋鋼筋套筒連接套筒連接的七大原則:1.直螺紋鋼筋連接套筒接頭宜設置在受力較小處,在同一根鋼筋宜少設接頭。2.木行架和拱的拉桿(軸心受拉及小偏心受拉構件)不得采用綁扎搭接接頭。3.受拉鋼筋直徑大于28mm及受壓鋼筋直徑大于32mm時,不宜采用綁扎搭接接頭;4.搭接長度范圍內配制箍筋:直徑不應小于搭接鋼筋直徑的0.25倍鋼筋受拉時,箍筋間距不應大于搭接鋼筋較小直徑的5倍,且不應大于100mm鋼筋受壓時箍筋間距不應大于搭接鋼筋較小直徑的10倍,且不應大于200mm當受壓鋼筋直徑大于25mm時,應在搭接接頭兩個端面外100mm范圍內各設兩個箍筋。5.縱向受壓鋼筋搭接長度不應小于縱向受拉鋼筋搭接長度的0.7倍,且不應小于200mm。6需進行疲勞驗算的構件:縱向受拉鋼筋不得采用綁扎搭接接頭,不宜采用焊接接頭。7.直接承受吊車荷載的鋼筋混凝土吊車梁、屋面梁及屋架下弦的縱向受拉鋼筋必須采用焊接接頭時。
直螺紋鋼筋套筒連接套筒連接的七大原則:1.直螺紋鋼筋連接套筒接頭宜設置在受力較小處,在同一根鋼筋宜少設接頭。2.木行架和拱的拉桿(軸心受拉及小偏心受拉構件)不得采用綁扎搭接接頭。3.受拉鋼筋直徑大于28mm及受壓鋼筋直徑大于32mm時,不宜采用綁扎搭接接頭;4.搭接長度范圍內配制箍筋:直徑不應小于搭接鋼筋直徑的0.25倍鋼筋受拉時,箍筋間距不應大于搭接鋼筋較小直徑的5倍,且不應大于100mm鋼筋受壓時箍筋間距不應大于搭接鋼筋較小直徑的10倍,且不應大于200mm當受壓鋼筋直徑大于25mm時,應在搭接接頭兩個端面外100mm范圍內各設兩個箍筋。5.縱向受壓鋼筋搭接長度不應小于縱向受拉鋼筋搭接長度的0.7倍,且不應小于200mm。6需進行疲勞驗算的構件:縱向受拉鋼筋不得采用綁扎搭接接頭,不宜采用焊接接頭。7.直接承受吊車荷載的鋼筋混凝土吊車梁、屋面梁及屋架下弦的縱向受拉鋼筋必須采用焊接接頭時。

