

:日照滾壓管 <日照>九冶管業有限公司
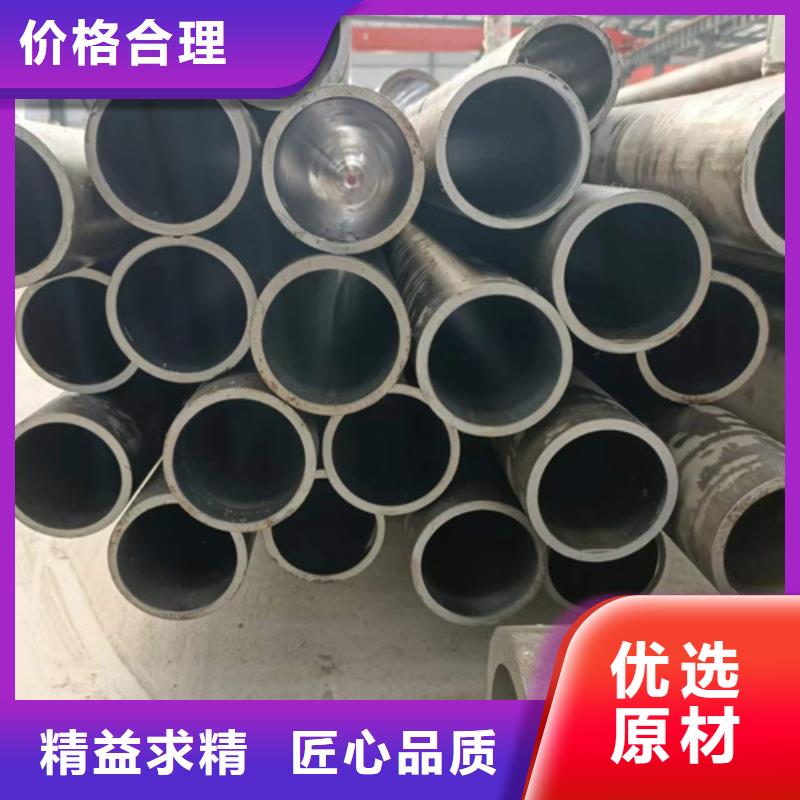
有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續改變接觸條件會產生良好的動態特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數控珩磨機由此而引發的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。


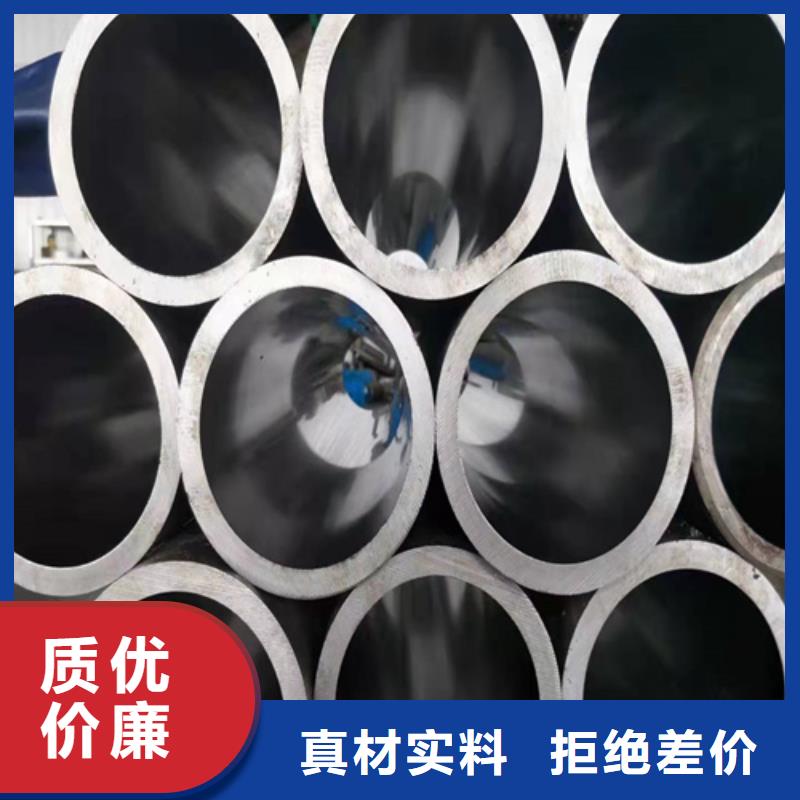
珩磨油缸管將集中在兩個核心,主導產品結構的高端用戶結構的升級換代,不斷推進體制創新珩磨油缸管該生產線為基本單元市場珩磨油缸管和的端珩磨油缸管十三五珩磨油缸管高附加值,高科技鋼材品種從41%提高到70%,和高的戰略產品從13%提高到54%。因此,生產的珩磨油缸管不能大量裁員,但隨著珩磨油缸管市場的發展,也是 的供應方面一展身手規模的市場趨勢,結構性改革是一個大方向,和珩磨油缸管廠家在供方改革的基礎上向大型化發展的結構,所以不要盲目跟從民族風的改革,一切從珩磨油缸管的現實本身是可取。珩磨管
<日照>九冶管業有限公司 :日照滾壓管