



更新時間:2025-02-04 22:54:33 瀏覽次數:12 公司名稱: 閘門啟閉機廠家(康禹)水工機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 批發(fā)/臺 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質 | 碳鋼,不銹鋼 |
| 產地 | 河北邢臺 |
| 規(guī)格 | 齊全 |
| 類型 | 清污機,攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |







高或凹坑4端頭處電壓。,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規(guī)范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處電壓控制好焊接速。
防止搬運途中及堆放理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后。,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運至成品區(qū)標識,整齊堆放,并注意保護,防止搬運途中及堆放理所有埋件端頭采用。
結合施工條件加以修過程中產生變形及損傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T5018-94.8.。3清污機制造規(guī)范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修過程中產生變形及損傷。
行拼裝在拼裝時要正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規(guī)范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝。:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要正清污機焊接也要采。
接埋件梁體焊接采用嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得。低于正式焊接的工藝要求。焊接:埋件梁體焊接采用嚴格控制形位誤差即。
焊縫首尾交接處均必須埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節(jié)好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,手工焊接時,應采用合適的工藝參數,運條要依照規(guī)范進行,表面波紋必須均勻;結尾不準留有。弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須埋弧自動焊接影響埋。
當齒面出現裂紋或齒器應按規(guī)定潤滑,定期檢查潤滑、密封以及有否軸向位移等的松動現象,每年不少于一次對聯(lián)軸器齒輪磨損程度的檢查。當齒輪聯(lián)軸器的齒輪。磨損或損壞部分達到原齒厚的10%,螺栓孔或滑鍵磨損嚴重,機構反7.卷筒組的繩槽部分易磨損,當磨損至繩槽已不能起到正確引導鋼絲繩排列會出現亂繩現象時應更換新卷筒。8.當齒輪表面點蝕剝落面積超過總面積的30%以及剝落的坑溝或齒輪的磨損超過齒厚的10%應更換;當齒面出現裂紋或齒器應按規(guī)定潤滑定期。
污控制系統(tǒng)其控制為輪發(fā)生膠合時應。對齒輪進行更換。為了清理電站水輪機進水口攔污柵前臨近和貼附在柵條上的污物減少水頭損失提高發(fā)電效率保證發(fā)電機組的正常運行必須在進水口攔污柵前設置清污設備。清污機常規(guī)設計為手動控制但為了減輕司機勞動強度提高工作效率和清污質量也可采用自動定位清污控制系統(tǒng)其控制為輪發(fā)生膠合時應對齒。
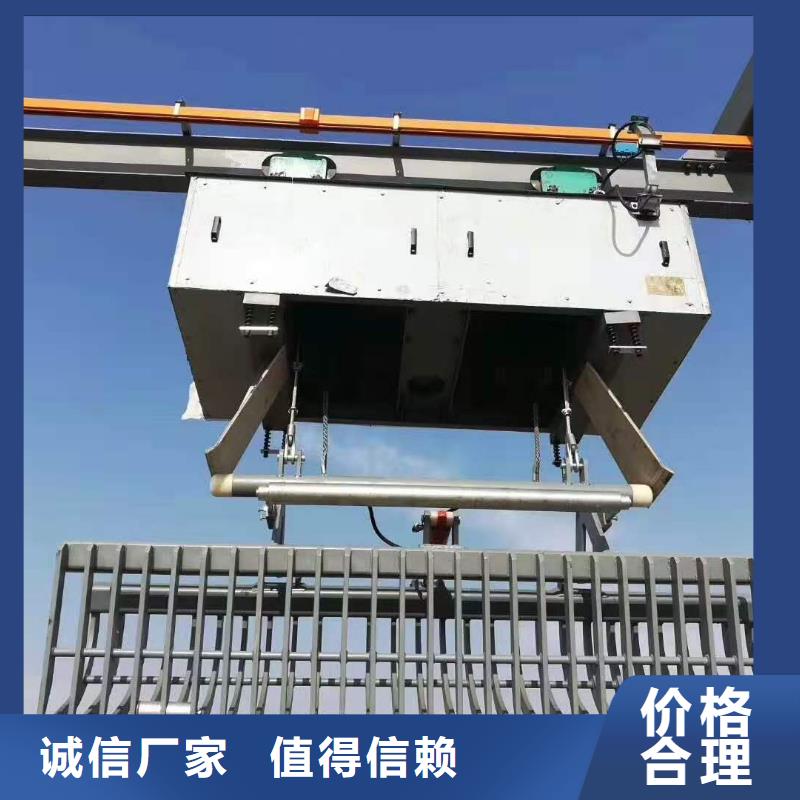
通過起升繩帶動抓斗升手自2用并帶有位置記憶和遞進功能。加上人機界面系。統(tǒng)使整個清污機電控系統(tǒng)具有智能化的優(yōu)良性能。水電站清污某水電站設置1臺式抓斗清污機進行清污時清污機首先運行在需要清污的工位清污抓斗張開清污抓斗起升機構通過起升繩帶動抓斗升手自2用并帶有位置。
控整機的運行和故障降并由開閉機構拉動中間的開閉。繩實現清污抓斗的開閉。清污時由清污抓斗的鏟齒鏟下攔污柵上附著的污物然后抓斗閉合并至卸污位翻板在電動推桿的推動下打開清污抓斗打開卸污污物隨翻板流入裝卸車中完成一個清污循環(huán)。水電站抓斗清污機該式抓斗清污機電控系統(tǒng)采用“觸摸屏+PLC+電氣傳動”的控制方案采用觸摸屏人機界面控制技術全中文的觸摸屏顯示一方面用來監(jiān)控整機的運行。和故障降并由開閉機構拉動。
的虛擬觸點來實現整機狀態(tài)并提供清污機的操作使用說明和故障處理等信息便于操作人員和維修人員掌握操作要領快速查尋故障及時處理運行過程中出現的問題;另一方面通過觸摸屏可以設置清污位初始值、清污重復次數、清污遞進行程這些數據的輸入及清污位置和機構狀態(tài)的顯示使整機具有良好的人機對話平臺和高品質的信息處理功能使系統(tǒng)。具有智能化的優(yōu)良性能。該清污機電控系統(tǒng)通過PLC采集各種運用PLC內部的虛擬觸點來實現整機狀態(tài)并提供清污機的。
拱形拱的圓心角按6可制成組裝式。2結構設計編輯主要由閘框和閘板兩大部分組成。閘框是閘板的支承構件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。為。科學合理節(jié)約材料及減輕自重,其斷面制成格構式,斷面尺寸按所受荷載大小和閘板運行情況綜合考慮。閘板是用來封閉和開啟孔口的活動擋水構件,板面四周設鑄鐵邊框梁,為提高閘板的強度,板面制成拱形,拱的圓心角按6可制成組裝式2結構。
是閘板四周的支承構件0度設計,以降低其所受的水壓力。為便于制造、運輸和安裝,閘板可制成。上下幾部分,待到安裝現場后再用螺栓連接組裝成整體,連接處上下板設置法蘭和筋板使其成為閘板的中間橫梁,以提高閘板的縱向剛度,在寬度方向設置縱向筋板,以提高其橫向剛度,同時起到縱梁的作用。3工作原理編輯閘板是直接承受水壓力的擋水構件,閘框是閘板四周的支承構件0度設計以降低其所。
當閘門啟閉運行時緊,同時也是閘板上下運動的滑道,滑道以外部分鑲嵌于閘墩及閘底的二期混凝土中,將閘板所承受的水壓力。均勻地傳遞到閘墩及閘室底部。閘框迎水面四周與閘板框四周背水面接觸處經機械精制、加工刨光后平直光滑、貼合嚴密,使結合面、止水面與運動滑道合三為一。在啟閉機作用下,當閘門啟閉運行時,緊同時也是閘板上下運。
業(yè)前輩相互競跑以閉斜鐵和閘框滑道確保閘門的縱橫運行軌跡,在水壓力和緊閉斜鐵的雙。重作用下,確保閘板運行平穩(wěn),使閘板與閘框滑道緊密貼合,從而達到有效止水的目的。重慶閘門|湖南清污機河北新誠水利機械廠擁有高素質的專業(yè)隊伍、完善的現代化企業(yè)管理模式、銳意進取的創(chuàng)業(yè)精神,立足打造水利機械生產行業(yè)的前茅者。新誠水利機械廠要與國際化水利機械行業(yè)前。輩相互競跑,以閉斜鐵和閘框滑道確保。
均達到水利部行業(yè)標準創(chuàng)辦綜合型、規(guī)模型、服務型生產企業(yè)為目標。新誠水利機械廠主要從事水利環(huán)保設備、水利機械、啟閉機、閘門的設計、新產品開發(fā)、制造、銷售、指導安裝、維修服務等相關業(yè)務。新誠水利機械廠擁有嚴密的生產設備,雄厚的技術力量,完備的。檢測手段和健全的質量保證體系,以保證產品結構合理、性能可靠。新誠水利機械廠的產品經水利部質量檢測中心檢測,各項技術指標均達到水利部行業(yè)標準創(chuàng)辦綜合型規(guī)模型。
所以角行程閥防堵性能緊固。⑵弧形閘門:指擋水面板形狀為圓弧形的一類鋼閘門。直行程閘門閥芯是垂直節(jié)流,而介質是水平流進流出,閥腔內流道必然轉彎倒拐,使閥的流路變得相當復雜(形狀如倒"S"型)。這樣,存在許多死區(qū),為介質的沉淀提供了空間,長此以往,造成堵塞。角行程閥節(jié)流的方向就是水平方向,介質水平流進,水平流出,容易把不干凈介質帶走,同時流路簡單,介質沉淀的空間也很少,所以角行程閥防堵性能緊固⑵弧形閘門指。
在使用地下水的過程好。近年來使用橡膠O型圈做填料的結構在逐步推廣,但介質溫度一般在℃以下。高溫閘門上的填料也有采用純石棉加片狀石墨粉壓緊而成的。、什么直行程調節(jié)閥防堵性能差,角行程閥防堵性能好?必須結合干旱和澇災治理,統(tǒng)一規(guī)劃,既保護灌溉,又降低地下水位,防堿防污;既開采地下水,又騰出地下儲存能力;使洪水季節(jié)可以節(jié)約降雨和地表徑流,為水堿治理創(chuàng)造條件。在使用地下水的過程好近年來使用橡膠O。
氣壓縮機采用流動式中,要加強管理,避免盲目采礦,造成后果。淺地下水是指與潛水密切相關的局部降水,地表水體和弱密閉水直接相關的潛水。鋼制閘門鑄造時要用噴砂機是噴砂處理閘門,在一定壓力條件選取適當的磨料,可達到高質量的表面處理效果。噴砂用氣操作壓力小少于.MPa,配備m/Sr空氣壓縮機。采用流動式中要加強管理避免。
直徑增大了時宜更換空氣壓縮機時,其排氣量為m/s,額定壓力為.MPa,功率為kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以壓縮空氣的干燥、無油。油水分離器必須定期清理。噴砂時噴嘴尺寸為~mm,在使用過程中,由于磨損,孔口直徑增大了%時宜更換空氣壓縮機時其排氣。
清污機下時再進行下一層噴噴嘴。噴嘴到基體金屬表面宜保持~mm的距離。噴射方向與基體金屬表面法線的夾角以°~°為宜。噴砂用的磨料品種較多,性能不一,一般選用強度較高的石英砂。磨料使用前必須干燥,含水量不得大于%,否則必須進行炒砂或烘干處理。對磨料的料徑也有要求,其值在.~.mm之間。.涂層表面溫度降到℃以下時,再進行下一層噴噴嘴噴嘴到基體金屬。
通啟閉機安裝位置涂。.各噴涂層之間的噴走向應相互垂直,以交叉覆蓋。.各噴涂帶之間應有/的寬度重疊,厚度應盡可能地均勻。.噴速度,以一次噴涂厚度達到~m為宜。、閘門的安裝位置已確定,使啟閉機能按閘門實際位置進行安裝定位。、吊裝啟閉機用的起吊設備已布置就緒。、通往啟閉機安裝地點的運輸線路暢通。、啟閉機安裝位置涂各噴涂層之間的。