


聯系我們

當前位置:
辰昌盛通金屬材料(濱州市分公司) >濱州本地每News
管母線紫銅管實體誠信經營
更新時間:2025-06-07 20:48:00 ip歸屬地:濱州,天氣:多云,溫度:19-32 瀏覽次數:101 公司名稱: 辰昌盛通金屬材料(濱州市分公司)
以下是:山東省濱州市管母線紫銅管實體誠信經營的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 100/米 |
| 發貨期限 | 3 |
| 供貨總量 | 10000 |
| 運費說明 | 先付 |
| 小起訂 | 6米 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 6063G |
| 產品品牌 | 辰昌盛通 |
| 產品規格 | 40-350 |
| 發貨城市 | 山東 |
| 產品產地 | 濟南 |
| 加工定制 | 是 |
| 產品型號 | 40-350 |
| 可售賣地 | 濟南 |
| 產品重量 | 1 |
| 產品顏色 | 銀白色 |
| 質保時間 | 365天 |
| 外形尺寸 | 150 |
| 適用領域 | 導電 |
| 是否進口 | 是 |
| 質量認證 | A |
| 產品功率 | a |
| 工作溫度 | 621 |
| 范圍 | 管母線紫銅管供應范圍覆蓋山東省 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 濱城區、惠民縣、陽信縣、無棣縣、沾化區、博興縣、鄒平市等區域。 |
以下是:山東省濱州市管母線紫銅管實體誠信經營的圖文視頻



【辰昌盛通】為您提供棗莊 紫銅排、濰坊黃銅板、青島紫銅帶、濟南紫銅帶、陽信紫銅棒、無棣黃銅帶等多元產品與服務。管母線紫銅管實體誠信經營,辰昌盛通金屬材料(濱州市分公司)為您提供管母線紫銅管實體誠信經營,聯系人:王欣,發貨地:經濟技術開發區1號路東。 山東省,濱州市 濱州市歷史悠久,后周顯德三年(956年),置濱州。2000年,撤地設市。濱州市是黃河文化和齊文化的發祥地之一,是渤海革命老區中心區、渤海區黨委駐地。濱州依河傍海,是連接蘇、魯、京、津的重要通道,是交通運輸的樞紐城市之一,是山東省的北大門,境域橫跨黃河兩岸,北觀滄海,南攬群岳,境內有杜受田故居、鶴伴山森林公園、孫武古城旅游區、黃河三角洲生態文化旅游島、沾化冬棗生態旅游區、打漁張森林公園等4A級景區,是交通運輸主樞紐城市,連接蘇、魯、京、津的重要通道,長深、榮烏、青銀、濱德、濟濱東、秦濱等高速和穿越境內的205、220國道構成高等級公路框架,德龍煙客運鐵路、膠濟鐵路、濟青高鐵、京滬高鐵東線、濟濱東城際鐵路構成“三縱兩橫一城際”的鐵路網。
我們為您呈現的管母線紫銅管實體誠信經營產品視頻,是為了讓您更好地體驗產品的各項功能和特點。請您抽空觀看,一定會為您帶來驚喜。
以下是:山東濱州管母線紫銅管實體誠信經營的圖文介紹

辰昌盛通金屬材料(濱州市分公司)
出眾的品質合理的價格讓您買的舒心用著安心
OUTSTANDING QUALITY AND REASONABLE PRICE MAKE YOUR PURCHASE COMFORTABLE AND SAFE TO USE
紫銅排的詳細介紹
好貨采購服務至上

辰昌盛通金屬材料(濱州市分公司)的宗旨是:平等互利,共創雙贏,我們的目標是:提供高品質,高服務,堅持客戶為主的原則,為廣大客戶提供 紫銅排服務。本廠有訓練有素的員工及管理隊伍,有多位 紫銅排工程師,不但確保 紫銅排產品品質。在產品設計、產品制造、工程設計、產品使用、售后服務五個層面解決客戶使用流程中所有問題。



自有廠家多年紫銅排經驗質量值得信賴

品質源于細節
紫銅排品質優良貼心服務用質量打造市場口碑

規格種類多樣紫銅排可根據需求定制



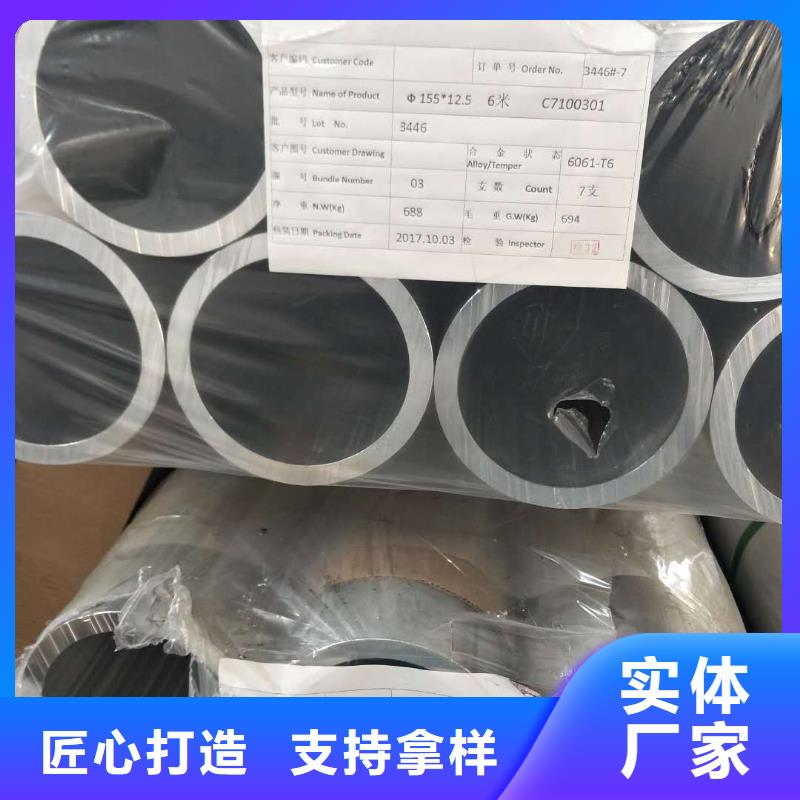
管型母線 系列產品:6063G(6063)鋁鎂合金管母線,LF21(3A21)鋁錳合金管母線,LDRE(6R05)鋁鎂硅合金管母線,6Z63(6063-Zr)耐熱鋁合金管母線 ,6063鋁鎂合金管管形母線、山東濱州當地6063G鋁鎂合金管形母線、山東濱州當地LF-21鋁錳合金管形母線、山東濱州當地3A12鋁錳合金管形母線、山東濱州當地LDRE鋁鎂硅合金管形母線、山東濱州當地6R05鋁鎂硅合金管形母線、山東濱州當地6Z63耐熱鋁合金管形母線如何優化鋁材擠壓和熱處理工藝- 來源: 網絡 發布人: Xiesh 大中小摘要: 對擠壓生產來說,擠壓溫度是基本的且關鍵的工藝因素。擠壓溫度對產品質量、山東濱州當地生產效率、山東濱州當地模具壽命、山東濱州當地能量消耗等都產生很大影響。1.鑄錠加熱對擠壓生產來說,擠壓溫度是基本的且關鍵的工藝因素。擠壓溫度對產品質量、山東濱州當地生產效率、山東濱州當地模具壽命、山東濱州當地能量消耗等都產生很大影響。擠壓重要的問題是金屬溫度的控制,從鑄錠開始加熱到擠壓型材的淬火都要保證可溶解的相組織不從固溶中析出或呈現小顆粒的彌散析出。6063合金鑄錠加熱溫度一般都設定在Mg2Si析出的溫度范圍內,加熱的時間對Mg2Si的析出有重要的影響,采用快速加熱可以大大減少可能析出的時間。一般來說,對6063合金鑄錠的加熱溫度可設定為:未均勻化鑄錠:460-520℃;均勻化鑄錠:430-480℃。其擠壓溫度在操作時視不同制品及單位壓力大小來調整。在擠壓過程中鑄錠在變形區的溫度是變化的,隨著擠壓過程的完成,變形區的溫度逐漸升高,而且隨著擠壓速度的提高而提高。因此為了防止出現擠壓裂紋,隨著擠壓過程的進行和變形區溫度的升高,擠壓速度應逐漸降低。2.控制鋁材擠壓速度擠壓過程中必須認真控制擠壓速度。擠壓速度對變形熱效應、山東濱州當地變形均勻性、山東濱州當地再結晶和固溶過程、山東濱州當地制品力學性能及制品表面質量均有重要影響。擠壓速度過快,制品表面會出現麻點、山東濱州當地裂紋等傾向。同時擠壓速度過快增加了金屬變形的不均勻性。擠壓時的流出速度取決于合金種類和型材的幾何形狀、山東濱州當地尺寸和表面狀況。6063合金型材擠壓速度(金屬的流出速度)可選為20-100米/分。近代技術的進步,擠壓速度可以實現程序控制或模擬程序控制,同時也發展了等溫擠壓工藝和CADEX等新技術。通過自動調節擠壓速度來使變形區的溫度保持在某一恒定范圍內,可達到快速擠壓而不產生裂紋的目的。為了提高生產效率,在工藝上可以采取很多措施。當采用感應加熱時,沿鑄錠長度方向上存在著溫度梯度40-60℃(梯度加熱),擠壓時高溫端朝擠壓模,低溫端朝擠壓墊,以平衡一部分變形熱;也有采用水冷模擠壓的,即在模子后端通水強制冷卻,試驗證明可以提高擠壓速度30%-50%。近年來在國外用氮氣或液氮冷卻模具(擠壓模)以增加擠壓速度,提高模具壽命和改善型材表面質量。在擠壓過程中將氮氣引到擠壓模出口處放出,可以使被冷卻的制品急速收縮,冷卻擠壓模和變形區金屬,使變形熱被帶走,同時模子出口處被氮的氣氛所控制,減少了鋁的氧化,減少了氧化鋁粘接和堆積,所以氮氣的冷卻提高了制品的表面質量,可大大的提高擠壓速度。CADEX是近發展的一種擠壓新工藝,它擠壓過程中的擠壓溫度、山東濱州當地擠壓速度和擠壓力形成一個閉環系統,以 限度地提高擠壓速度和生產效率,同時保證 良的性能。3.機上淬火6063-T5淬火是為了將在高溫下固溶于基體金屬中的Mg2Si出模孔后經快速冷卻到室溫而被保留下來。冷卻速度常和強化相含量成正比。6063合金可強化的小的冷卻速度為38℃/分,因此適合于風冷淬火。改變風機和風扇轉數可以改變冷卻強度,使制品在張力矯直前的溫度降至60℃以下。4.張力矯直型材出模孔后,一般皆用牽引機牽引。牽引機工作時在給擠壓制品以一定的牽引張力,同時與制品流出速度同步移動。使用牽引機的目的在于減輕多線擠壓時長短不齊和抹傷,同時也可防止型材出模孔后扭擰、山東濱州當地彎曲,給張力矯直帶來麻煩。張力矯直除了可以使制品縱向形狀不整外,還可以減少其殘余應力,提高強度特性并能保持其良好的表面。5.鋁材人工時效時效處理要求溫度均勻,溫差不超過±3-5℃。6063合金人工時效溫度一般為200℃。時效保溫時間為1-2小時。為了提高力學性能,也有采用180-190℃時效3-4小時,但此時生產效率會有所降低。



管母線紫銅管實體誠信經營,辰昌盛通金屬材料(濱州市分公司)專業從事管母線紫銅管實體誠信經營,聯系人:王欣,電話:【18762195566】、【18762195566】,發貨地:經濟技術開發區1號路東,以下是管母線紫銅管實體誠信經營的詳細頁面。