


使用數控鋼筋彎曲中心,建議大家每周都對設備進行一個簡單的維護,對設備進行維護可以保證設備運行流暢,也能使數控鋼筋彎曲中心更加穩定。
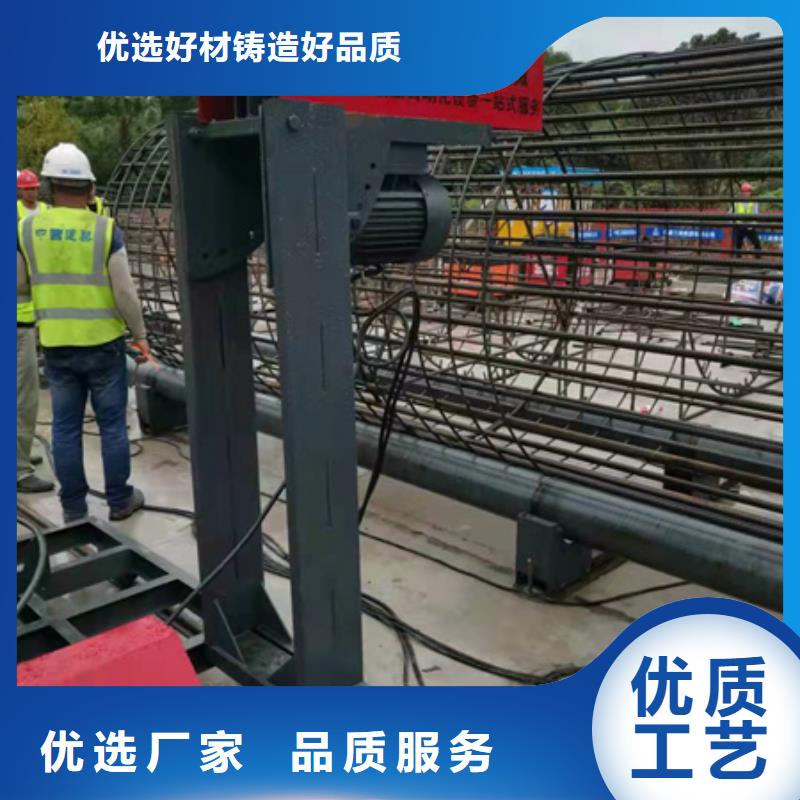
建貿繞筋機優點:1、鋼筋機械操作簡單,一人可操作,更大的節省了人工成本2、鋼筋設備的部件牢固,不易磨損,確保無故障運轉,節省很多維修成本。3、機械作業噪音低、震蕩小,可累日不歇機的工作,大大提高了效率和產值。4、鋼筋機械設備可一次加工成型,幾乎無鋼筋料頭損失,有、節能、節材、結構合理等優點。5、用鋼筋機械設備加工出的鋼筋產品,規格合理,比人工操作更正規,產品合格率高。鋼筋籠繞筋機參數:1、型號; RLJ-3000型 (按基本型配置)2、加工范圍; 鋼筋籠直徑φ600---φ3000mm 長度12m3、繞筋線速; 0---15.4m/min ( i=59*1.25=73.75 )4、小車速度; 0---1.38m/min ( i=593 ) 鋼筋籠繞筋機生產廠家采用半自動的方法去完成其繞筋成型整個工藝過程的機械裝備(亦可在膠輥上制作骨架) 5,膠輥電機; Y90L-4 功率4kw6、小車電機; Y90L-4 功率1.5kw7、整機質量; 3500kg數控鋼筋籠繞筋機工作原理:鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組鐵輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。建貿鋼筋籠纏繞機應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。
 配置在鋼筋混凝土結構中的鋼筋,按其作用可分為下列幾種:1、受力筋—承受拉、壓應力的鋼筋。2、箍筋—承受一部分斜拉應力,并固定受力筋的位置,多用于梁和柱內。3、架立筋—用以固定梁內鋼箍的位置,構成梁內的鋼筋骨架。4、分布筋—用于屋面板、樓板內,與板的受力筋垂直布置,將承受的重量均勻地傳給受力筋,并固定受力筋的位置,以及抵抗熱脹冷縮所引起的溫度變形。5、其它—因構件構造要求或施工安裝需要而配置的構造筋。如腰筋、預埋錨固筋、預應力筋,環等。現在鋼筋常用有熱軋光圓鋼筋(俗稱圓鋼)、熱軋帶肋鋼筋(俗稱螺紋鋼)、冷軋扭鋼筋、冷拔低碳鋼絲。其中以前兩者應用廣泛,后兩者一般用在高強混凝土中。圓鋼標識為HPB235,一般采用的直徑為6.5、8、10、12,再粗的就不常用了,而且以6.5和8為常用,一般用做箍筋。螺紋鋼常見標識是HRB335,一般采用的直徑為12到22的偶數、25、28、32、40、50,再粗的一般出現在大體積混凝土工程中,不常用,一般在25以下的為常用,而且磚混結構中16以下的常見。至于HRB400、HRB500一般也不常見,至少一般工業、民用建筑中不常用。鋼筋混凝土用鋼筋是指鋼筋混凝土配筋用的直條或盤條狀鋼材,其外形分為光圓鋼筋和變形鋼筋兩種,交貨狀態為直條和盤圓兩種。繞筋機
還有重要的就是數控鋼筋彎曲中心的芯軸,擋塊和轉盤等都要每月檢測一次,因為這些部件都是容易磨損的,經常檢測不會對設備造成影響。
配置在鋼筋混凝土結構中的鋼筋,按其作用可分為下列幾種:1、受力筋—承受拉、壓應力的鋼筋。2、箍筋—承受一部分斜拉應力,并固定受力筋的位置,多用于梁和柱內。3、架立筋—用以固定梁內鋼箍的位置,構成梁內的鋼筋骨架。4、分布筋—用于屋面板、樓板內,與板的受力筋垂直布置,將承受的重量均勻地傳給受力筋,并固定受力筋的位置,以及抵抗熱脹冷縮所引起的溫度變形。5、其它—因構件構造要求或施工安裝需要而配置的構造筋。如腰筋、預埋錨固筋、預應力筋,環等。現在鋼筋常用有熱軋光圓鋼筋(俗稱圓鋼)、熱軋帶肋鋼筋(俗稱螺紋鋼)、冷軋扭鋼筋、冷拔低碳鋼絲。其中以前兩者應用廣泛,后兩者一般用在高強混凝土中。圓鋼標識為HPB235,一般采用的直徑為6.5、8、10、12,再粗的就不常用了,而且以6.5和8為常用,一般用做箍筋。螺紋鋼常見標識是HRB335,一般采用的直徑為12到22的偶數、25、28、32、40、50,再粗的一般出現在大體積混凝土工程中,不常用,一般在25以下的為常用,而且磚混結構中16以下的常見。至于HRB400、HRB500一般也不常見,至少一般工業、民用建筑中不常用。鋼筋混凝土用鋼筋是指鋼筋混凝土配筋用的直條或盤條狀鋼材,其外形分為光圓鋼筋和變形鋼筋兩種,交貨狀態為直條和盤圓兩種。繞筋機
還有重要的就是數控鋼筋彎曲中心的芯軸,擋塊和轉盤等都要每月檢測一次,因為這些部件都是容易磨損的,經常檢測不會對設備造成影響。
 張家界鋼筋籠繞筋機讓利批發
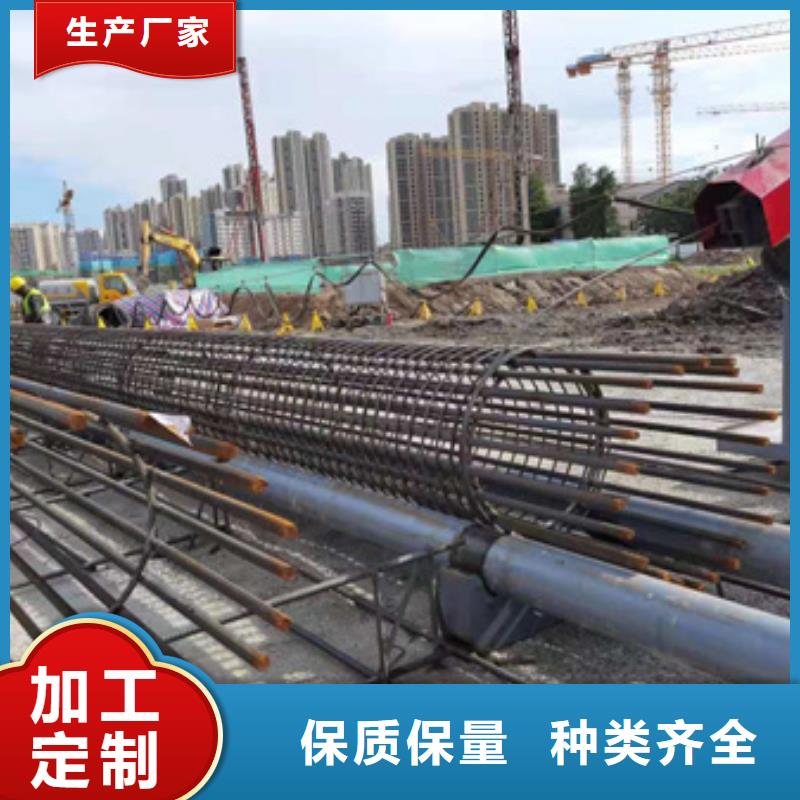
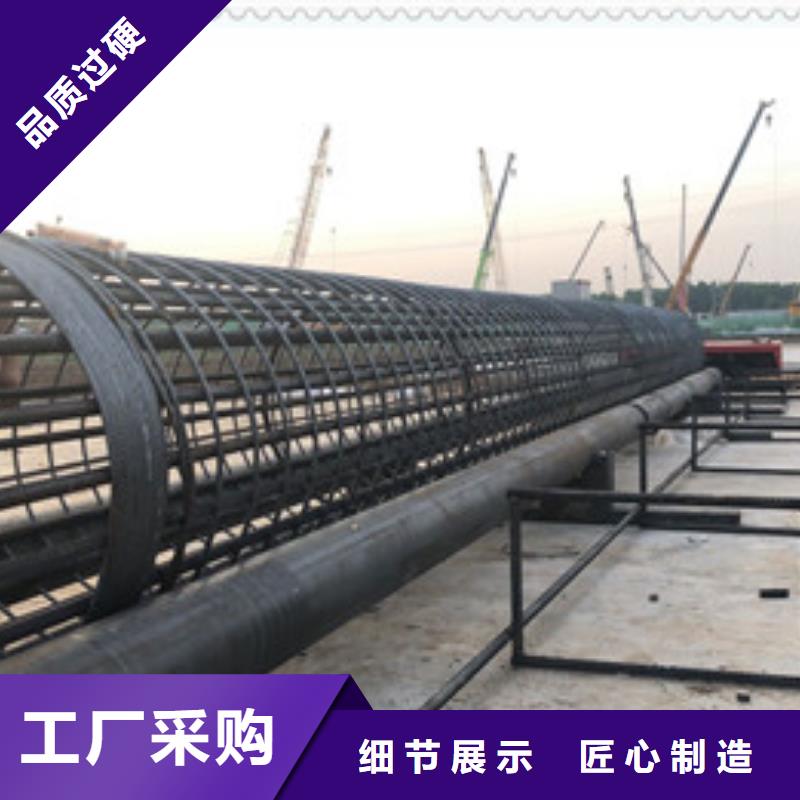
新型工地鋼筋籠繞筋機是一種由PLC控制的加工生產鋼筋籠的設備,替代鋼筋籠人工及手工捆綁的加工工藝,實現鋼筋籠質量的增強及大批量的生產,為橋梁、樁基鋼筋籠制造的率,高利潤,做出了巨大貢獻。使用新型工地鋼筋籠繞筋機加工鋼筋,速度相對來說比較快,且加工的質量也比較可靠,使用數控鋼筋籠滾焊機定尺彎箍時會有誤差,這是什么原因導致的呢? 1、鋼筋頂動鋼筋籠滾焊機的定尺板,受料架上定尺板及拉筋有一定質量,存在滑動摩擦力,因為就會出現誤差。 2、因為鋼筋在行走且錘頭位置不確定,因此用數控鋼筋籠滾焊機定尺彎箍就會存在一定誤差。 3、鋼筋籠滾焊機定長,是到位后迫使鋼筋停止前進,獲得需要的彎箍精度,夾棍與鋼筋間存在相對運動打滑,鋼筋越長誤差越嚴重。 新型工地鋼筋籠繞筋機系統通電后的檢查:(1)首先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。 (3)CNC裝置的各種參數。包括系統參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。 (4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現緊急情況時隨時切斷電源。 (5)在手動狀態下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。鋼筋籠繞筋機結構鋼筋籠繞筋機主機:含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。
張家界鋼筋籠繞筋機讓利批發
新型工地鋼筋籠繞筋機是一種由PLC控制的加工生產鋼筋籠的設備,替代鋼筋籠人工及手工捆綁的加工工藝,實現鋼筋籠質量的增強及大批量的生產,為橋梁、樁基鋼筋籠制造的率,高利潤,做出了巨大貢獻。使用新型工地鋼筋籠繞筋機加工鋼筋,速度相對來說比較快,且加工的質量也比較可靠,使用數控鋼筋籠滾焊機定尺彎箍時會有誤差,這是什么原因導致的呢? 1、鋼筋頂動鋼筋籠滾焊機的定尺板,受料架上定尺板及拉筋有一定質量,存在滑動摩擦力,因為就會出現誤差。 2、因為鋼筋在行走且錘頭位置不確定,因此用數控鋼筋籠滾焊機定尺彎箍就會存在一定誤差。 3、鋼筋籠滾焊機定長,是到位后迫使鋼筋停止前進,獲得需要的彎箍精度,夾棍與鋼筋間存在相對運動打滑,鋼筋越長誤差越嚴重。 新型工地鋼筋籠繞筋機系統通電后的檢查:(1)首先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。 (3)CNC裝置的各種參數。包括系統參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。 (4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現緊急情況時隨時切斷電源。 (5)在手動狀態下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。鋼筋籠繞筋機結構鋼筋籠繞筋機主機:含機架、底座、膠輥、傳動系統等。膠輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。
