


堅持以質量求生存,以效益求發(fā)展,以服務求信譽的經營方針,始終將用戶的需求作為自己的奮斗目標。公司以市場為中心實施科技發(fā)展戰(zhàn)略,不斷研制開發(fā)新 福建寧德無縫方管產品,擴展經營領域,推動企業(yè)的發(fā)展,力爭為客戶提供滿意的 福建寧德無縫方管產品和優(yōu)質的服務。



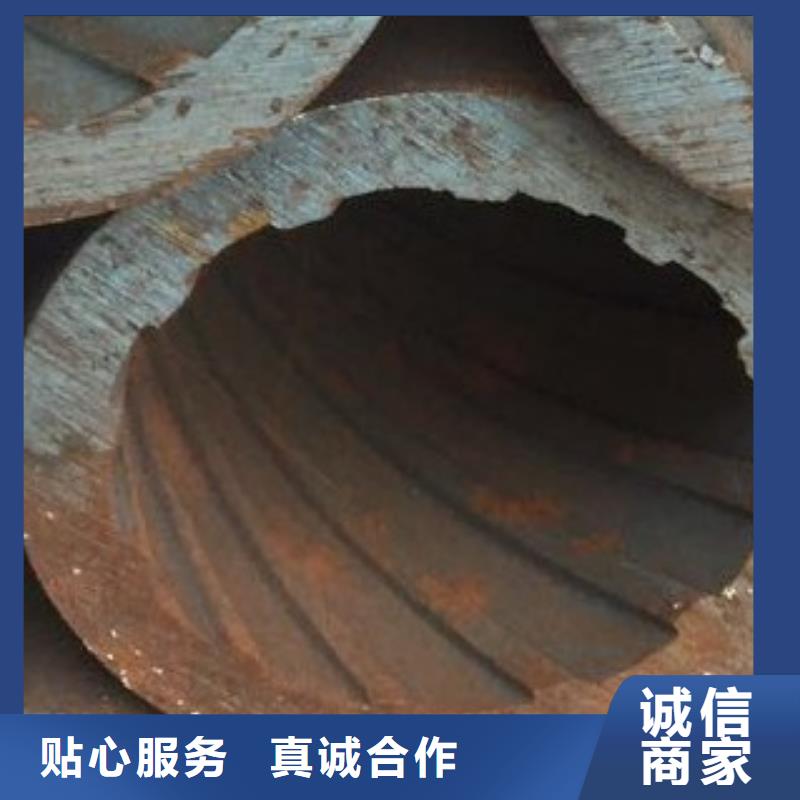
無縫鋼管彎曲變形能使用嗎
控制無縫鋼管淬火時的彎曲度,可從以下幾個方面進行:
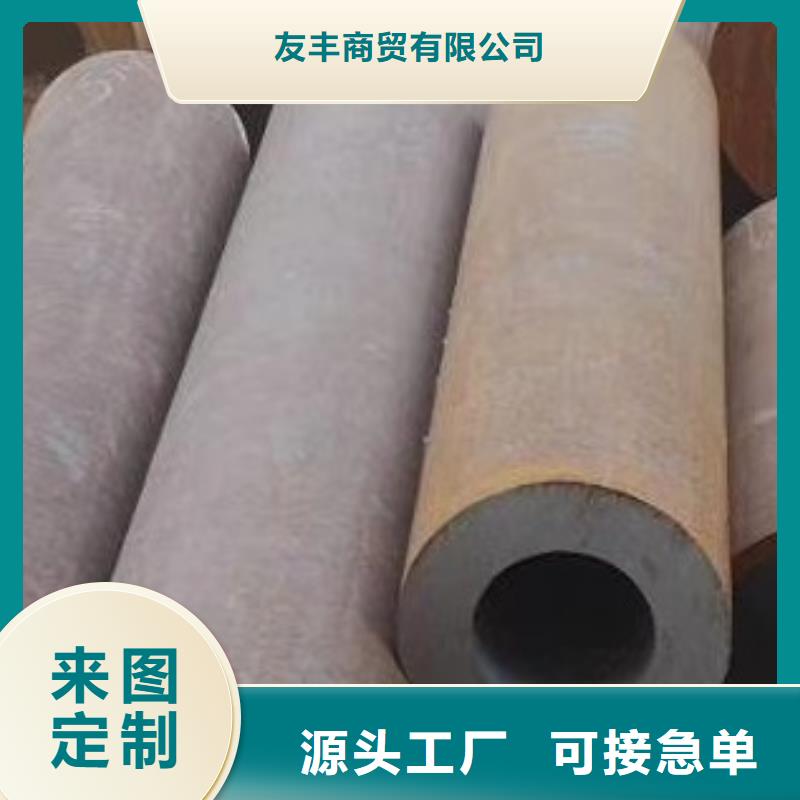
(1)采用先外噴后內噴的分步冷卻工藝。由于無縫鋼管的內噴水是從無縫鋼管的一端流向另外一端,無縫鋼管在兩端的冷卻速度不同,從而導致無縫鋼管彎曲。故可采用先進行外噴水冷卻,使得無縫鋼管表層首先發(fā)生組織轉變,再用內噴水進行冷卻的方法,避免無縫鋼管彎曲畸變,內噴水比外噴嘴的延時時間可采用2 ~10s。
(2)減少無縫鋼管在旋轉輪上的懸出端長度。通過合理的旋轉輪布局及無縫鋼管長度控制,將無縫鋼管端部懸出量控制在≤600 mm,可有效減小淬火時的離心力,降低無縫鋼管管端彎曲度。
(3)合理控制旋轉輪轉速。
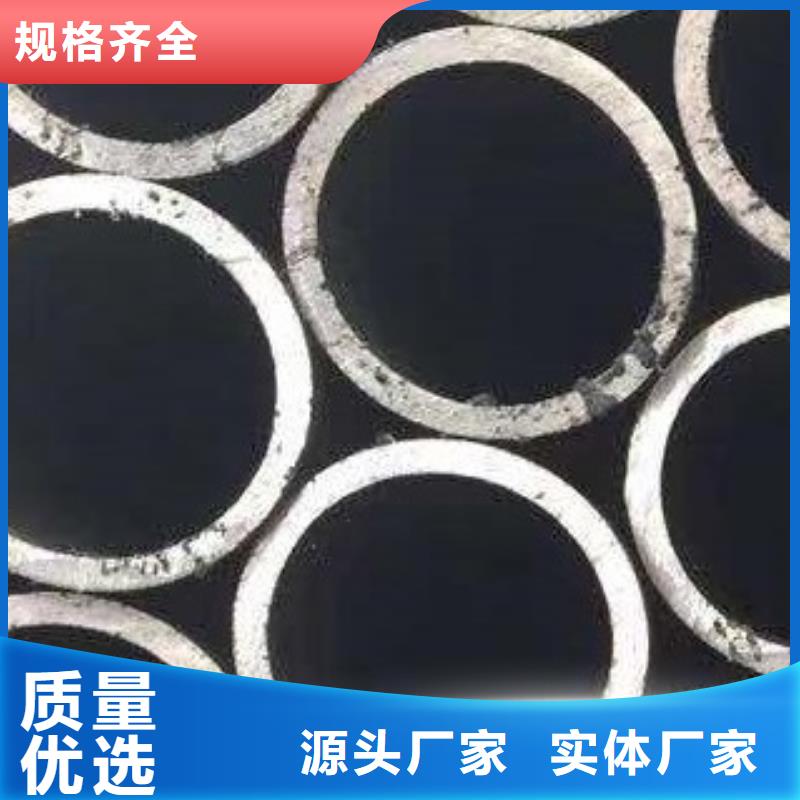
(4)控制水淬旋轉輪中心。旋轉輪中心偏差對無縫鋼管淬火時彎曲度有較大影響。經研究,旋轉輪中心極差應控制在0 ~5 mm。
(5)控制內外噴水量及均勻性。油井管淬火冷卻采用外表面層流冷卻加內軸向噴射方式時,外噴水量大小及均勻性、內噴水量大小及內噴嘴的對中度也是無縫鋼管水淬時彎曲度的重要影響因素。
以上是常見的無縫鋼管的主要的控制彎曲度的主要的方法,因此當您的無縫鋼管彎曲和變形的時候是可以進行矯正的,矯正完畢之后就可以進行使用了。



考登鋼管【耐候鋼制造工藝】耐候鋼一般采用精料入爐-冶煉(轉爐、電爐-合金化處理-吹氬-LF精煉-低過熱度連鑄(喂入稀土絲)-控軋控冷等工藝路線。在冶煉時,廢鋼隨爐料一起加入爐內,按常規(guī)工藝冶煉,出鋼后加入脫氧劑及合金,鋼水經吹氬處理后,隨即進行澆鑄,吹氬調溫后的鋼水經連鑄機鑄成板坯。由于鋼中加入稀土元素,耐候鋼得到凈化,夾雜物含量大為減少。
考登鋼管【耐侯鋼焊接性】如果使用無抗大氣腐蝕的填充金屬則應該確保焊縫本身是耐候的。在焊接之前,應該將已形成的表面層至接頭邊緣10mm到20mm的距離。焊接鋼材級別S355J0WP和S355J2WP采用的磷含量很高時,應該采用特殊的措施 。


吹氧管是用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。吹氧管的兩端都進行了特殊的垂處理,是使用時鏈接方便,有插接式的和絲扣型的吹氧管,這樣的處理提高了吹氧管的使用效率,降低了工人的勞動強度,操作很方便。


