

不要錯過我們上傳的滾壓管_航磨管加工廠產(chǎn)品參數(shù)視頻!它將為您提供比圖文更直觀、更的產(chǎn)品介紹,點(diǎn)擊觀看,讓您輕松了解產(chǎn)品詳情。
以下是:滾壓管_航磨管加工廠產(chǎn)品參數(shù)的圖文介紹
品參數(shù)")
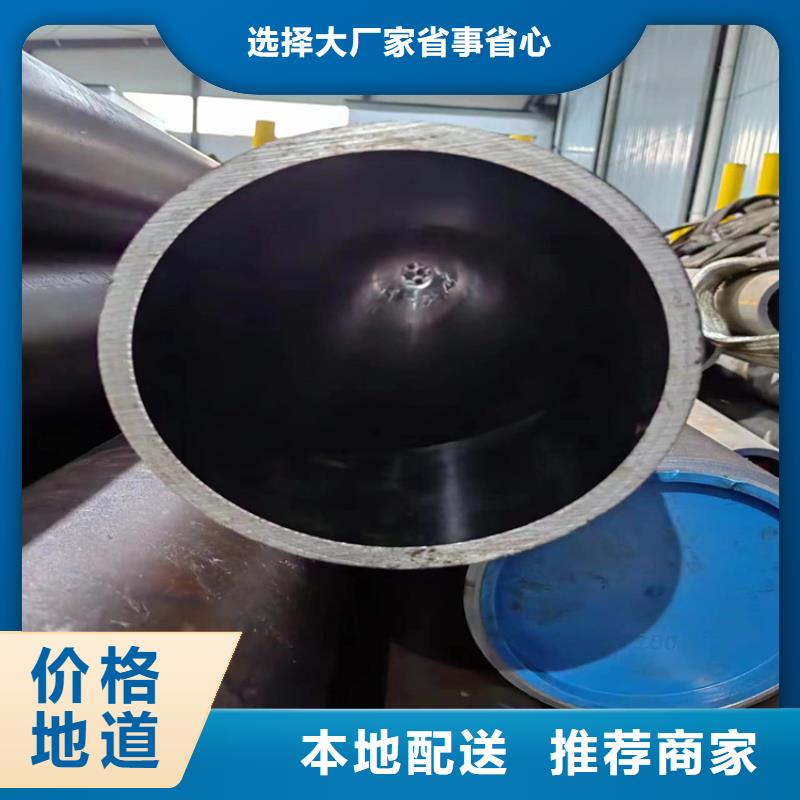
珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產(chǎn)生的,所以嚴(yán)格控制這穿孔環(huán)節(jié) 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產(chǎn)生偏心問題:任何破壞由軋輥、頂頭、導(dǎo)板三者形成的變形區(qū)幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設(shè)計(jì),理想的頂頭輾軋錐應(yīng)與軋輥出口錐平行,如果按照傳統(tǒng)的馬特維也夫公式設(shè)計(jì)頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴(kuò)大的間隙內(nèi)變形,勢必造成管壁輾軋不充分而導(dǎo)致毛管壁厚不均,而且,隨送進(jìn)角的增大毛管壁厚不均更加嚴(yán)重;②由于頂桿的剛度不夠,在穿孔過程中產(chǎn)生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導(dǎo)板。①導(dǎo)板距過大,在穿孔過程中是依靠導(dǎo)板的限制作用來保持穿孔中心線的,導(dǎo)板距大,頂頭在上下位置變化大,使頂頭不穩(wěn)定,導(dǎo)致毛管壁厚不均。②上、下導(dǎo)板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產(chǎn)過程中,由于穿孔機(jī)兩側(cè)壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發(fā)生水平偏斜,兩個軋輥的送進(jìn)角不一致使變形區(qū)發(fā)生畸變而導(dǎo)致壁厚不均。
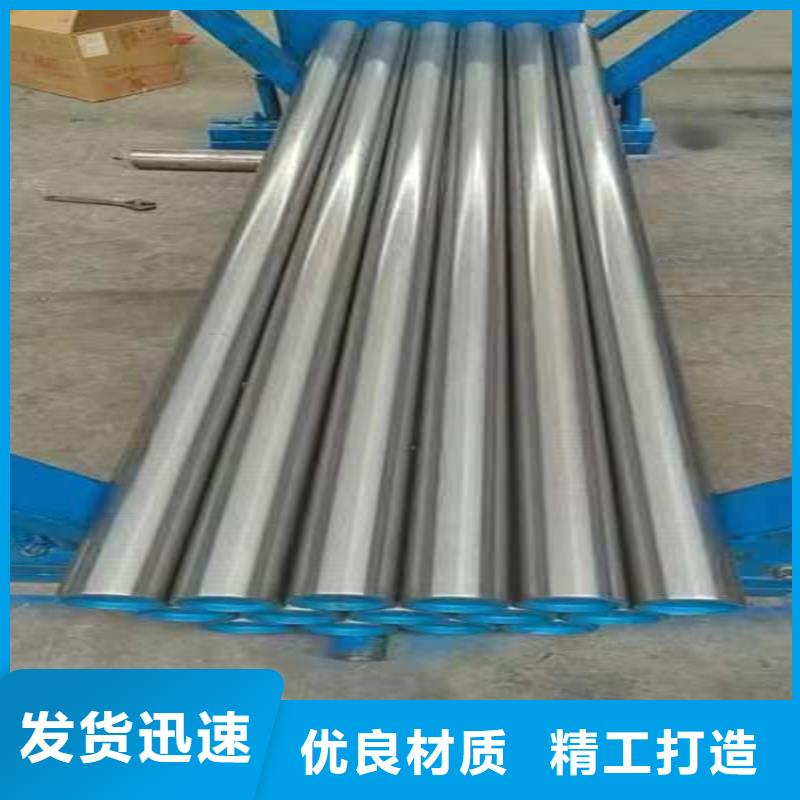
滾壓管
品參數(shù)")
品參數(shù)")
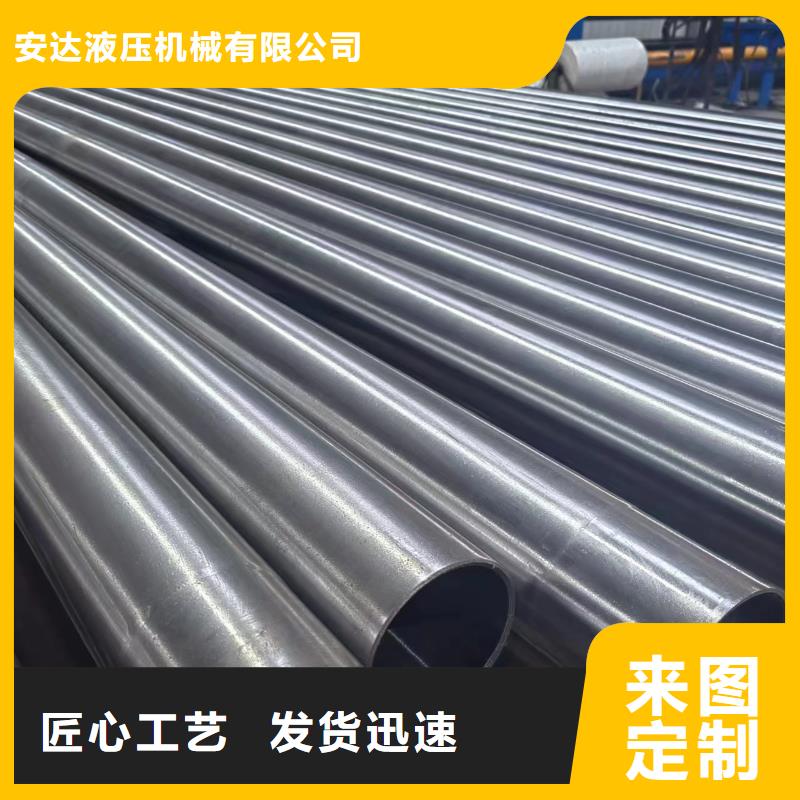
珩磨管油缸管絎磨管在標(biāo)準(zhǔn)中為DIN2391-1 。液壓鋼管的原材料經(jīng)過精拔、無氧化光亮熱處理(NBK狀態(tài))、無損檢測、鋼管內(nèi)孔經(jīng)過高壓沖洗、酸洗,鋼管內(nèi)外壁用防銹油防銹處理、兩端封蓋用作防塵處理。 生產(chǎn)出來鋼管具有精密度高、光潔度好,鋼管內(nèi)外壁無氧化層,鋼管可以承受液體流通過的高壓,且鋼管冷彎不變形,可擴(kuò)口、壓扁無裂痕。機(jī)械性能可以在任何一個角度下彎曲不變形。主要用作液壓系統(tǒng)油路中配制鋼管,也叫液壓系統(tǒng)中的硬配管,汽車用精密鋼管,規(guī)格一般為外徑(D)Φ4mm-76mm,壁厚(S)0.5mm-6.0mm。長度為定尺6米(訂做除外),交貨狀態(tài)為NBK(正火)、GBK(退火)、BKS(去應(yīng)力退火)。采用主要材料為ST35、ST37.4(10#)、ST45(20#)ST55(35#)、ST52(16Mn)等可滿足對鋼管要求精密度高、光潔度高、抗拉強(qiáng)度、機(jī)械性能高的客戶。滾壓管
品參數(shù)")
品參數(shù)")
品參數(shù)")
液壓機(jī)械有限公司(煙臺分公司)主打商品 液壓油缸管以專業(yè)的技術(shù)、優(yōu)良的信譽(yù)及滿意的服務(wù)贏得全國各大城市廣大零售和代理經(jīng)銷商客戶的信任, 經(jīng)過多年經(jīng)驗(yàn)的積累,產(chǎn)品擁有著其穩(wěn)定的性能和卓越的效果,同時得到了相關(guān)權(quán)威部門的認(rèn)證,公司不斷積j i研發(fā)新型產(chǎn)品,營造出各種優(yōu)質(zhì)、豐富的產(chǎn)品。公司以服務(wù)品質(zhì)z u i優(yōu)化,使顧客滿意z u i大化。贏得廣大消費(fèi)者的信賴與追求,所有技術(shù)創(chuàng)新的基礎(chǔ)是人才的聚集和培養(yǎng),多年來我們堅(jiān)持“以人為本”的經(jīng)營宗旨,建立了求人,用人,育人,留人的人力資源開發(fā)機(jī)制,形成了良好的人力資源開發(fā)和管理體系,努力打造學(xué)習(xí)型的組織和富有戰(zhàn)斗力的團(tuán)隊(duì)。經(jīng)過了多年的研發(fā)與實(shí)踐,積累了一整套完善的新的產(chǎn)品開發(fā)程序,提高了開發(fā)效率。
品參數(shù)")
品參數(shù)")
點(diǎn)擊查看液壓機(jī)械有限公司(煙臺分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
