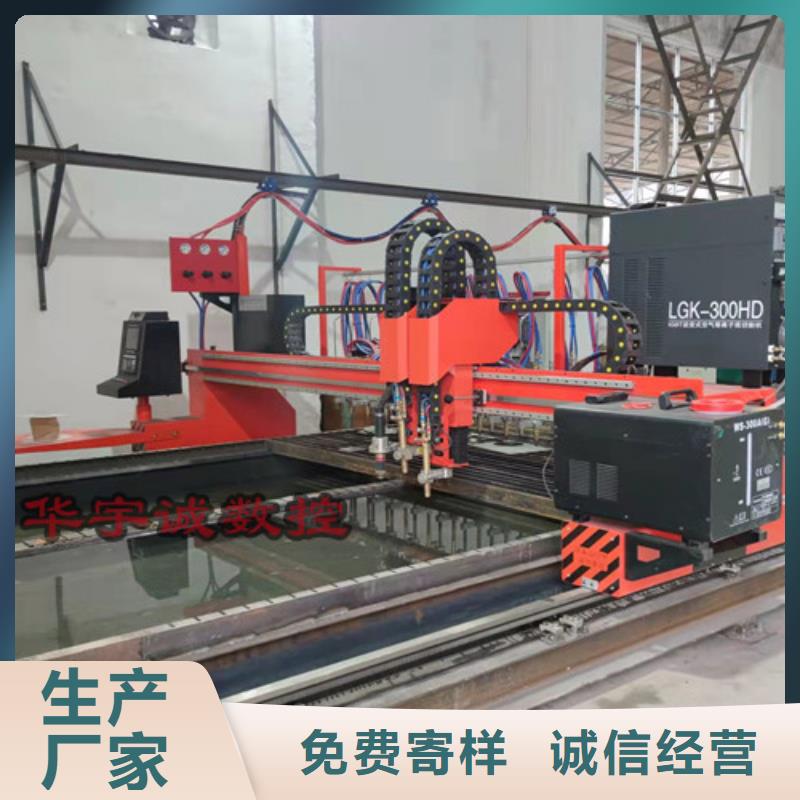
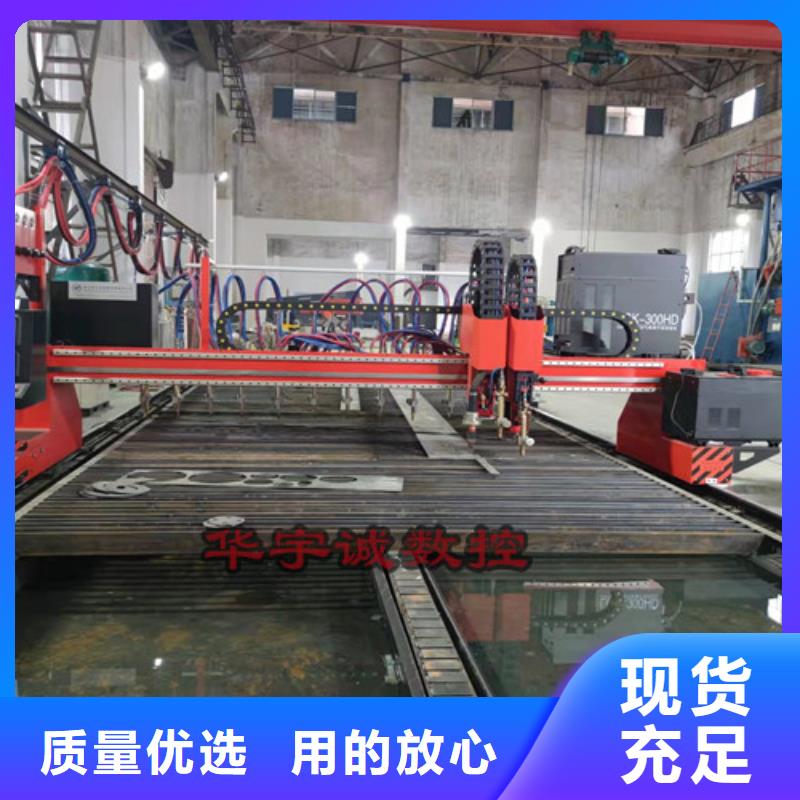
以下是:數控等離子切割機,【3000w光纖激光切割機】支持定制加工的產品參數
| 產品參數 |
|---|
| 產品價格 | 電儀 |
|---|
| 發貨期限 | 3天 |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 供方支付 |
|---|
| 最小起訂 | 1 |
|---|
| 是否廠家 | 生產廠家 |
|---|
| 產品材質 | 鋼結構 |
|---|
| 產品品牌 | 華宇誠數控 |
|---|
| 產品規格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | YCLM-4000 |
|---|
| 質保時間 | 2年 |
|---|
| 適用領域 | 金屬鋼板切割 |
|---|
以下是:數控等離子切割機,【3000w光纖激光切割機】支持定制加工的圖文視頻
數控等離子切割機,【3000w光纖激光切割機】支持定制加工,華宇誠數控科技有限公司為您提供數控等離子切割機,【3000w光纖激光切割機】支持定制加工的資訊,聯系人:,電話:18986290037、18986290037,QQ:1051088151,發貨地:武漢江夏區廟山工業園特1號發貨到云南省 西雙版納市 景洪市、勐海縣、勐臘縣。 云南省,西雙版納傣族自治州 西雙版納是中國熱帶生態系統保存完整的地區,素有“植物王國”、“動物王國”、“生物基因庫”、“植物王國桂冠上的一顆綠寶石”等美稱,有中國的熱帶雨林自然保護區,是生態示范區、風景名勝區、聯合國生物多樣性保護圈成員、聯合國世界旅游組織旅游可持續發展觀測點,植物種類占全國的1/6,動物種類占全國的1/4。
想了解數控等離子切割機,【3000w光纖激光切割機】支持定制加工產品的更多信息?一部視頻,讓你輕松get到所有重點!
以下是:數控等離子切割機,【3000w光纖激光切割機】支持定制加工的圖文介紹

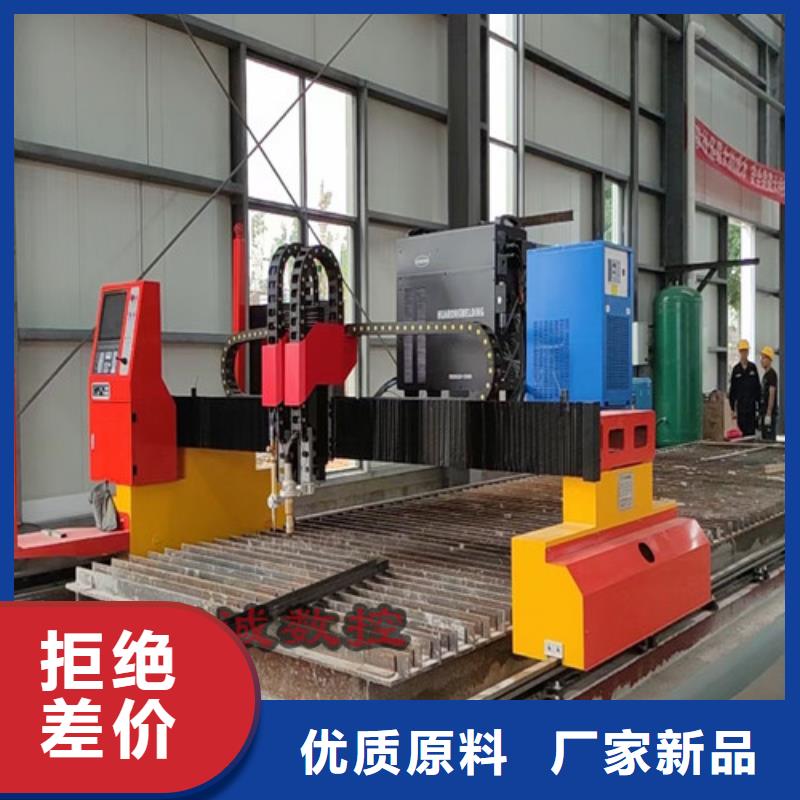
數控等離子切割機噴嘴高度
數控等離子切割機噴嘴高度是指噴嘴端面與切割表面的距離,它構成了整個弧長的一部分。由于等離子弧切割一般使用恒流或陡降外特征的電源,噴嘴高度增加后,電流變化很小,但會使弧長增加并導致電弧電壓加大,從而使電弧功率提高;但同時也會使暴露在環境中的弧長增長,弧柱損失的力量增多。
在兩個因素綜合作用的情況下,前者的作用往往完全被后者所抵消,反而會使有效的切割力量減小,致使切割能力降低。通常表現是切割射流的吹力減弱,切口下部殘留的熔渣增多,上部邊緣過熔而出現圓角等。另外,從等離子射流的形態方面考慮,射流直徑在離開割炬口后是向外膨脹的,噴嘴高度的增加必然引起切口寬度加大。所以,選用盡量小的噴嘴高度對提高切割速度和切割質量都是有益的,但是,噴嘴高度過低時可能會引起雙弧現象。采用陶瓷外噴嘴可以將噴嘴高度設為零,即噴口端面直接接觸被切割表面,可以獲得很好的效果。


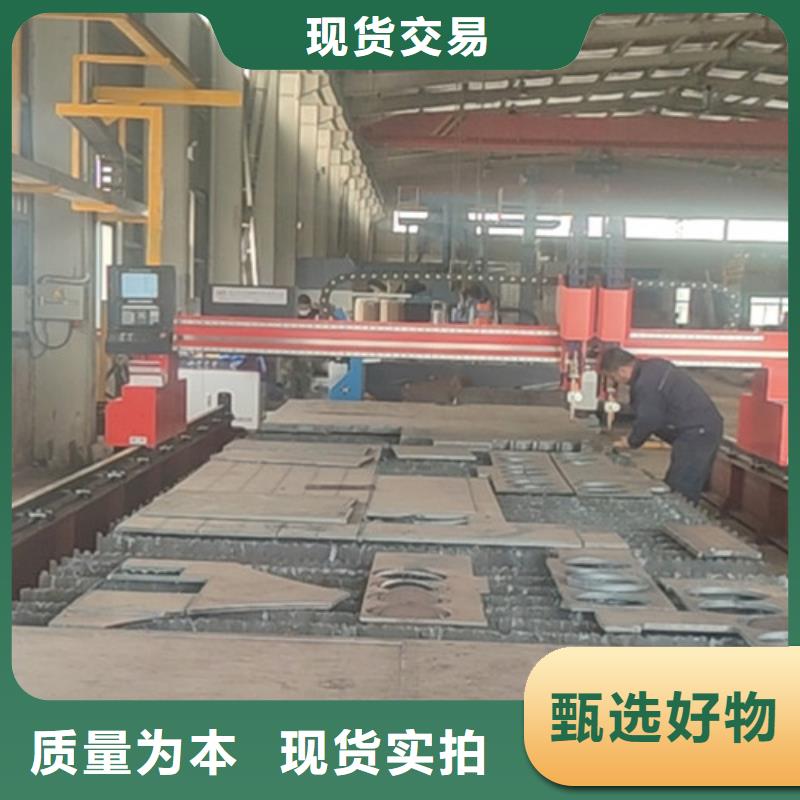
數控等離子切割機的加工質量對于企業生產具有十分重要的意義,在目前等離子切割所應用的多個領域中,對于精度及坡口斜度的改進將為企業的二次加工帶來顯著效益,今天,我們專門找來影響等離子切割質量的五項重要因素,為方便用戶深入了解這五大參量對于數控等離子切割機加工質量的改進與實際操作,下面我們將分別予以介紹。一、數控等離子切割機工作氣體數控等離子切割機工作氣體與流量是影響切割質量效果的一項主要參數,目前所普遍采用空氣等離子切割只為眾多工作氣體中的一類,概因使用成本相對較低而得到廣泛普及,但從加工效果來說的確有所欠缺,我們所指的數控等離子切割機工作氣體包括切割氣體和協助氣體,有些設備還要求起弧氣體,通常要根據切割材料的種類,厚度和切割方法來選擇合適的工作氣體。切割氣體既要保證等離子射流的形成,又要保證去掉切口中的熔融金屬和氧化物。過大的氣體流量會帶走更多的電弧熱量,使得射流的長度變短,導致切割能力下降和電弧不穩;過小的氣體流量則使等離子弧失去應有的挺直度而使切割的深變淺,同時也容易產生掛渣;所以氣體流量一定要與切割電流和速度很好的配合。現在的等離子弧切割機大多靠氣體壓力來控制流量,因為當割炬孔徑一定時,控制了氣體壓力也就控制了流量。切割一定板厚材料所使用的氣體壓力通常要按照客戶提供的數據選擇,若有其它的特殊應用時,氣體壓力需要通過實際切割試驗來確定。常用的工作氣體有:氬氣、氮氣、氧氣、空氣以及H35、氬-氮混合氣體等。1.空氣中含有體積分數約78%的氮氣,所以利用空氣切割所形成的掛渣情況與用氮氣切割時很想像;空氣中還含有體積分數約21%的氧氣,因為氧的存在,用空氣的切割低碳鋼材料的速度也很高;同時空氣也是很經濟的工作氣體。但單獨使用空氣切割時,會有掛渣以及切口氧化、增氮等問題,而且電極和噴嘴的壽命較低也會影響工作效率和切割成本。2.氧氣可以提高切割低碳鋼材料的速度。使用氧氣進行切割時,切割模式與火焰切割很想像,高溫高能的等離子弧使得切割速度更快,但是必須配合使用抗高溫氧化的電極,同時對電極進行起弧時的防沖擊保護,以延長電極的壽命。3.氫氣通常是作為協助氣體與其它氣體混和作用,氣體H35(氫氣的體積分數為35%,其余為氬氣)是等離子弧切割能力好的氣體之一,這主要得利于氫氣。由于氫氣能顯著提高電弧電壓,使氫等離子射流有很高的焓值,當與氬氣混合使用時,其等離子射流的切割能力大大提高。一般對厚度70mm以上的金屬材料,常用氬+氫作為切割氣體。若使用水射流對氬+氫氣等離子弧進一步壓縮,還可獲得更高的切割效率。4.氮氣是一種常用的工作氣體,在有較高電源電壓的條件下,氮氣等離子弧有較好的穩定性和比氬氣更高的射流能力,即使是切割液態金屬粘度大的材料如不銹鋼和鎳基合金時,切口下緣的掛渣量也很少。氮氣可以單獨使用,也可以同其它氣體混和使用,如自動化切割時經常使用氮氣或空氣作為工作氣體,這兩種氣體已經成為高速切割碳素鋼的標準氣體。有時氮氣還被用作氧等離子弧切割時的起弧氣體。5.氬氣在高溫時幾乎不與任何金屬發生反應,氬氣等離子弧很穩定。而且所使用的噴嘴與電極有較高的使用壽命。但氬氣等離子弧的電壓較低,焓值不高,切割能力有限,與空氣切割相比其切割的厚度大約會降低25%。另外,在氬氣保護環境中,熔化金屬的表面張力較大,要比在氮氣環境下高出約30%,所以會有較多的掛渣問題。即使使用氬和其它氣體的混合氣切割也會有粘渣傾向。因此,現已很少單獨使用純氬氣進行等離子切割。



日常的數控等離子切割機加工過程中,為了提高切割質量效果,需要操作人員關注數控等離子切割機幾方面的因素和表現,南通陽光焊割在多年數控等離子切割機設備的研發生產中總結了如下五大要素,希望能給廣大用戶企業一些幫助和參考:1. 數控等離子切割機弧高也就是電弧高度,由于等離子弧是橄欖球外形,所以電弧高度嚴重影響切割質量,假如選擇不當,將會形成切割面不垂直或者嚴重偏向,普通來說,厚板的弧高要小于薄板。2. 數控等離子切割機弧壓經過調理弧壓來調理輸出等離子能量的大小,弧壓越大,輸出的能量就越大。3. 數控等離子切割機延遲主要用于穿孔,延遲的目的是為了可以正常穿孔,是切割時從穿孔到行進所需的時間,厚板時延遲時間要大于薄板。4. 數控等離子切割機移動速度合理的參數只要一個 移動速度。5. 數控等離子切割機自動調高系統自動調高系統中主要調理的是穿孔高度,穿孔高度的設置是為了穿孔時維護割炬,不合理的穿孔高度容易損壞易損件以至形成燒搶的嚴重結果。


數控等離子切割機電弧功率數控等離子切割機為了獲得高壓縮性的等離子弧切割電弧,切割噴嘴都采用了較小的噴嘴孔徑、較長的孔道長度并加強了冷卻效果,這樣可以使得噴嘴有效斷面內通過的電流增加,即電弧的功率密度加大。但同時壓縮也使得電弧的功率損失加大,因此,實際用于切割的有效力量要要比電源輸出的功率小,其損失率一般在25%~50%之間,有些方法如水壓縮等離子弧切割的力量損失率會更大,在進行切割工藝參數設計或切割成本的經濟核算時應該考慮這個問題。在工業中使用的金屬板厚大多是在50mm以下,在這個厚度范圍內用常規的等離子弧切割往往會形成上大下小的割口,而且割口的上邊緣還會導致切口尺寸精度下降并增加后續加工量。當采用氧和氮氣等離子弧切割碳鋼、鋁和不銹鋼時,當板厚在10~25mm范圍內時,通常是材料越厚,端邊的垂直度越好,其切割棱邊的角度誤差在1度~4度。當板厚小于1mm,隨板厚的減小,切口角度誤差從3°~4°增加到15°~25°。一般認為,這種現象的產生原因是由于等離子射流在割口面上的熱輸入不平衡所致,即在割口的上部等離子弧力量的釋放多于下部。這個力量釋放的不平衡,與很多工藝參數密切相關,如等離子弧壓縮程度、切割速度及噴嘴到工件的距離等。增加電弧的壓縮程度可以使高溫等離子射流延長,形成更為均勻的高溫區域,同時加大射流的速度,可以減小切口上下的寬度差。然而,常規噴嘴的過度壓縮往往會引起雙弧現象,雙弧不但會損耗電極和噴嘴,使切割過程無法進行,而且也會導致切口質量的下降。另外,過大的切割速度和過大的噴嘴高度都會引起切口上下寬度差的增加。(以上內容摘自國內百科網)


作為 云南西雙版納大功率激光切割機公司,華宇誠數控科技有限公司采用優異的網絡技術與嚴謹的管理制度,堅持以“讓客戶滿意,為客戶贏利”為服務宗旨,全心全意服務客戶。


數控等離子切割機,【3000w光纖激光切割機】支持定制加工,華宇誠數控科技有限公司專業從事數控等離子切割機,【3000w光纖激光切割機】支持定制加工,聯系人:,電話:18986290037、18986290037,QQ:1051088151,發貨地:江夏區廟山工業園特1號,以下是數控等離子切割機,【3000w光纖激光切割機】支持定制加工的詳細頁面。