


云海旭金屬材料有限公司
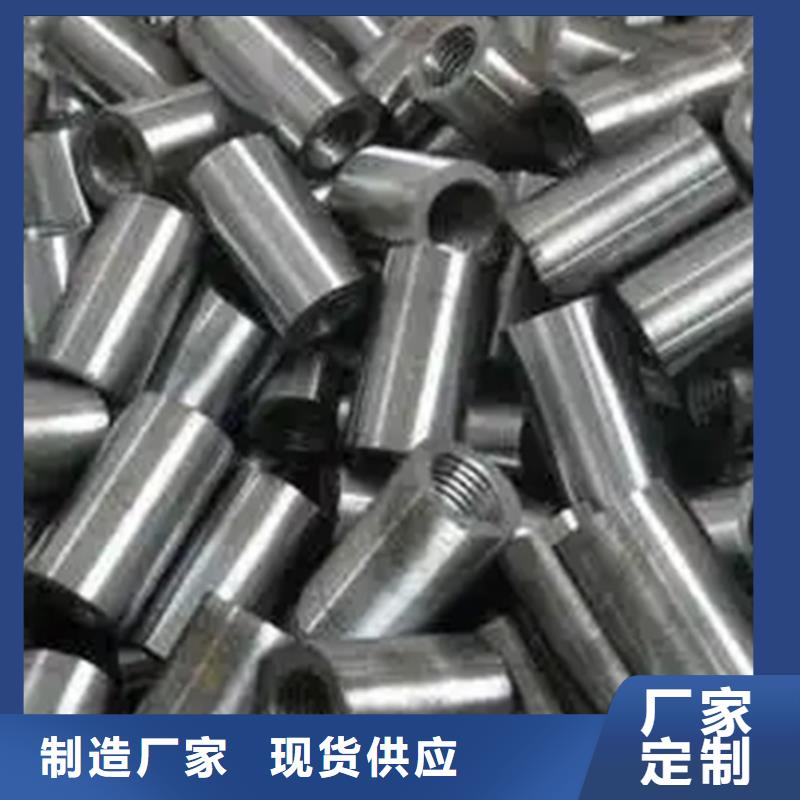
 鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。
鋼筋套筒工程開工前施工技術人員要了解設計文件規定的鋼筋接頭性能等級應由該技術提供單位提交有效的型式檢驗報告.型式檢驗報告必須包括連接套長度、鋼筋連接套筒外徑、內徑、錐度、扭緊力矩值、牙形角平分線垂直于錐面等參數.(3)鋼筋連接工程開始前及施工過程中應對每批進場鋼筋進行工藝檢驗工藝檢驗合格后方可在工程上進行鋼筋機械連接操作.(4)要作好技術交底工作及時填寫接頭質量檢查記錄.(5)直螺紋的外觀檢驗隨機抽取同規格接頭數的10%應滿足鋼筋與鋼筋直螺紋連接套筒連接套的規格一致接頭外露絲扣不超過三扣其它要求與錐螺紋的外觀檢驗基本相同.鋼筋連接對接頭有特殊要求的結構應按設計文件注明的檢驗項目要求作相應的檢驗.
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。
鋼筋套筒工程開工前施工技術人員要了解設計文件規定的鋼筋接頭性能等級應由該技術提供單位提交有效的型式檢驗報告.型式檢驗報告必須包括連接套長度、鋼筋連接套筒外徑、內徑、錐度、扭緊力矩值、牙形角平分線垂直于錐面等參數.(3)鋼筋連接工程開始前及施工過程中應對每批進場鋼筋進行工藝檢驗工藝檢驗合格后方可在工程上進行鋼筋機械連接操作.(4)要作好技術交底工作及時填寫接頭質量檢查記錄.(5)直螺紋的外觀檢驗隨機抽取同規格接頭數的10%應滿足鋼筋與鋼筋直螺紋連接套筒連接套的規格一致接頭外露絲扣不超過三扣其它要求與錐螺紋的外觀檢驗基本相同.鋼筋連接對接頭有特殊要求的結構應按設計文件注明的檢驗項目要求作相應的檢驗.
 鋼筋連接施工對連接套筒的要求施工選用連接套筒一定要是正規公司生產的,有出廠合格證,材質一般為低合金鋼或優質炭素結構鋼,抗拉承載力標準值應大于、等于被連接鋼筋的受拉承載力標準值的1.20,連接套筒長為鋼筋直徑的二倍,連接套筒應有保護蓋,保護蓋上要注明套筒的規格。連接誒套筒在運輸、儲存過程中,要防止銹蝕和臟污。二、鋼筋套筒方法及步驟1.將兩根被連接鋼筋移至連接套筒兩端口,旋轉連接套筒使兩鋼筋順利地旋入連接套筒。2.當鋼筋絲頭旋入連接套筒一半時,觀察連接套筒兩端外露未旋入鋼筋絲頭螺紋的數量。3.確定連接套筒兩端有外露螺紋且數量相等后,用專用的工作扳手或管鉗旋轉連接套筒,使兩根被連接鋼筋的鋼筋絲頭在連接套筒中間對頂鎖緊。
鋼筋連接施工對連接套筒的要求施工選用連接套筒一定要是正規公司生產的,有出廠合格證,材質一般為低合金鋼或優質炭素結構鋼,抗拉承載力標準值應大于、等于被連接鋼筋的受拉承載力標準值的1.20,連接套筒長為鋼筋直徑的二倍,連接套筒應有保護蓋,保護蓋上要注明套筒的規格。連接誒套筒在運輸、儲存過程中,要防止銹蝕和臟污。二、鋼筋套筒方法及步驟1.將兩根被連接鋼筋移至連接套筒兩端口,旋轉連接套筒使兩鋼筋順利地旋入連接套筒。2.當鋼筋絲頭旋入連接套筒一半時,觀察連接套筒兩端外露未旋入鋼筋絲頭螺紋的數量。3.確定連接套筒兩端有外露螺紋且數量相等后,用專用的工作扳手或管鉗旋轉連接套筒,使兩根被連接鋼筋的鋼筋絲頭在連接套筒中間對頂鎖緊。



云海旭金屬材料有限公司
值得信賴的
東莞16的鋼筋套筒
生產廠家-
 廠家直銷
廠家直銷 -
 品質保障
品質保障 -
 售后無憂
售后無憂
免費熱線服務:
0527-88266888
