



更新時間:2025-01-28 17:09:50 瀏覽次數:6 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |



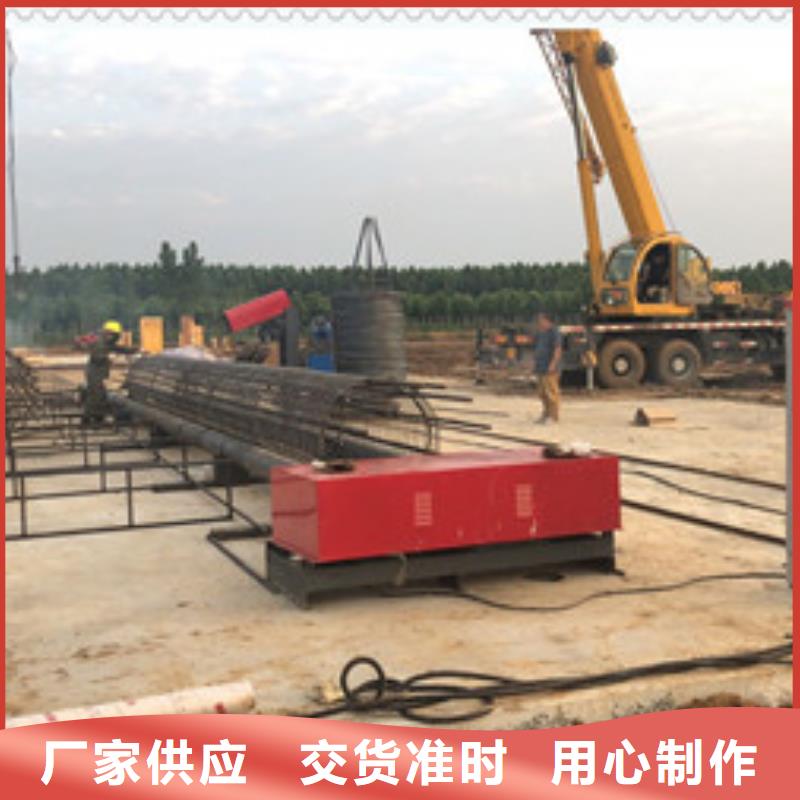
河南建貿鋼筋籠繞筋機?采用套筒時要切平鋼筋頭有點費工,對中要先對好,接口的主筋要標號,便于套筒連接,可在主筋標上號,防止一頭少一頭多。制作的時候先對好(要求場地足夠大),主筋用套筒連接法在鋼筋籠下放過程比焊接工藝要大大縮短時間。主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。
繞筋機本設備具有以下優點:(1) 設備只需1人操作;(2) 高質量:計算機控制系統可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統可以控制螺旋筋間距,鋼筋籠不會出現扭轉現象。(4) 具有焊接機器人,實現自動焊接。若采用劃線分度工藝,則不分反向。用其他制作骨架時,考慮骨架存放區布置,更可以采用骨架模具生產骨架。人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不,流暢,盡可能實現流水線生產方式。為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。鋼筋籠成型機基本工藝流程:上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位產品特點:1、進口PLC變頻控制,伺服電機驅。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。
普洱鋼筋籠卷籠機期待您的來電 <普洱>建貿機械設備有限公司


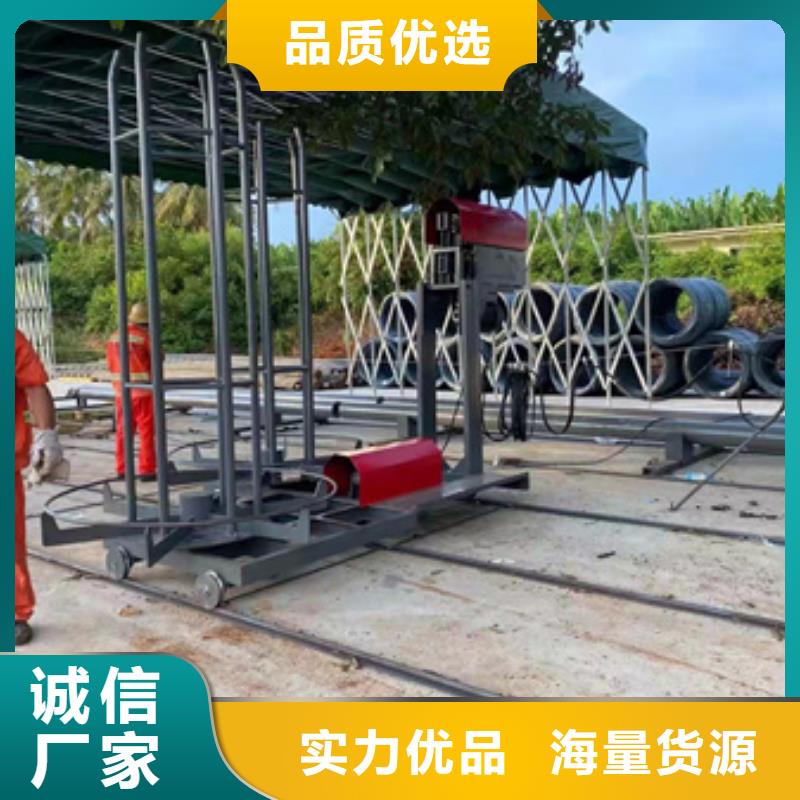
建貿鋼筋籠繞筋機所有制作材料嚴格使用國標鋼材,生產嚴謹,故障率遠低于行業平均水平,河南建貿鄭重承諾繞筋機整機質保一年,不僅要把好的產品銷售出去,還要給客戶提供優質的售后服務,盡快速度為客戶安裝設備,盡快速度為客戶解決問題。 鋼筋籠繞筋機,主要由小車部分(包含鋼筋承接圓盤、防線調直器、軌道)、動力柜(數控記憶作業參數)、傳動結構(電機、滾籠支架)組成。主要適用于高層建筑、高速公路、高速鐵路、大型橋梁等大型工程混凝土結構內主骨架鋼筋的彎曲加工。河南建貿機械全自動數控鋼筋籠繞筋機用于確定鋼筋端頭位置,由伺服電機控制自動定位,無需人工測量和固定,定位精度高,可靠,全自動數控鋼筋籠繞筋機具有自動鎖定機構,確保鋼筋端頭定位精度,該裝置的式擋板自動避讓鋼筋,確保鋼筋彎曲精度。建貿機械鋼筋籠繞筋機配置型號(圖文詳解)鋼筋籠卷籠機繞筋機做籠子必看建貿機械繞筋機配置型號詳解:鋼筋籠卷籠機繞筋機1、自動送線機構,可在線間距,誤差小,成型高。CO2氣體、焊絲、焊條等就近定點采購還需切斷機1臺、對焊機2臺以上、連接設備1臺以上CO2氣體、焊絲、焊條等就近定點采購功率:1500型以下設備13KW(含上料機構)功率:1500型以下設備13KW(含上料機構)2、自動焊接,焊點,減輕勞動強度。CO2氣體、焊絲、焊條等就近定點采購3、 變頻控制拖籠機構,行走精度高。能控制在25px之內功率:1500型以下設備13KW(含上料機構)4、 自動托籠設計,避免焊接中因籠子自重其彎曲變形。還需切斷機1臺、對焊機2臺以上、連接設備1臺以上鋼筋籠滾焊地籌建指南:A2000以上型號設備20KW每班3人即可正常生產鋼筋籠繞筋間距范圍:50~450mm可任意5、自動上料裝置,加快上料速度,提率。6、 模板采用模板環加導管組合,可快速更換籠子直徑和變換籠子主筋根數。盤電機及電機電源電纜采用坦克鏈式保護能控制在25px之內熟練工人使用設備生產7、平立輥式矯直裝置,矯直效果好,壽命長。8、 控制:PLC、屏、變頻器。
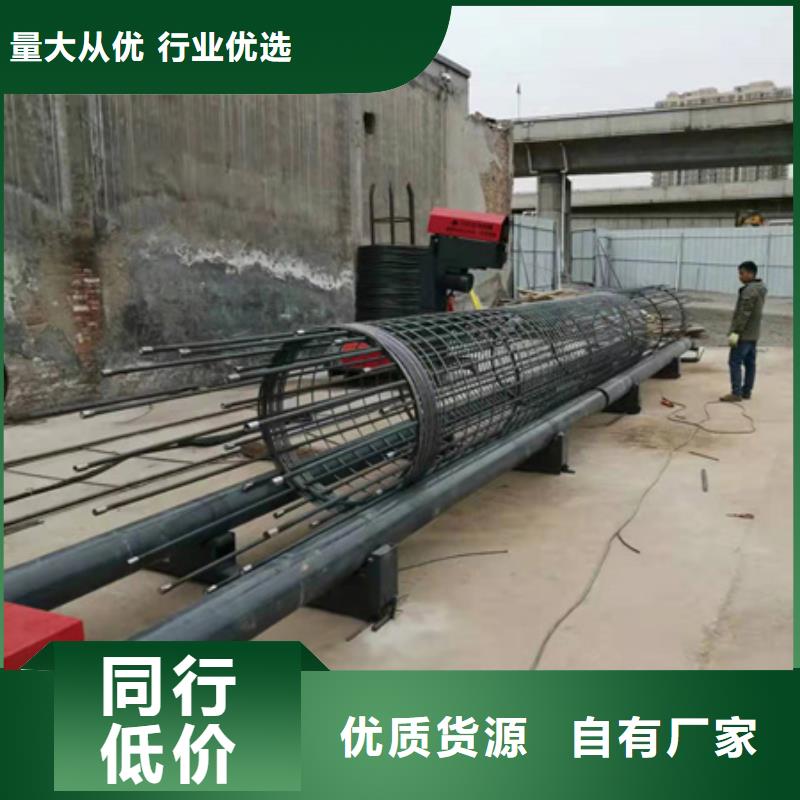
<普洱>建貿機械設備有限公司 普洱鋼筋籠卷籠機期待您的來電 jmc主筋數量變化:我們提供的設備一般按多主筋的提供,但需要加工不同主筋數量的鋼筋籠時,需要更換滑槽模板并主筋滑塊的數量和距離等參數。 變筋的問題:對于需要大端多數量主筋,在小端主筋的問題。本機可很方便的實現。 通過我部兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4人3個小時以上的工作量;而通過使用繞筋機,只需要安排一個機器操作手,一個電焊工人,從到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。 鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導管到達盤導管,并經過電動工具將主筋固定在盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及盤同步且盤按照預先設定的速度(行走速度可根據操作工人的熟練程度經行)前進,同時進行焊接,從而生產出成品鋼筋籠。特點:鋼筋籠繞筋機自動化程度高。采用無級變速、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現自動焊接。焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。操作簡單。工人通過簡單培訓即可上崗。適應能力強。適用于籠子直徑600-3000mm鋼筋籠的焊接,在焊接中箍盤間距可自動。根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備。

相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優勢尤為顯著。自動鋼筋籠繞筋機5.操作簡單。工人通過簡單培訓即可上崗。6.適應能力強。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動。7.根據需要,可定制有“雙主筋””或“對焊”主筋的鋼筋籠設備鋼筋籠繞圈機/鋼筋籠滾焊機鋼筋間距④鋼筋籠運輸吊裝時按設計每隔2m焊接一道加強箍筋,應對每道加強箍筋增設臨時十字支撐,待鋼筋籠吊入樁孔時拆除。制作鋼筋籠尺寸誤差偏大機具除主設備滾焊機外委托工廠制作B、提供鋼筋籠圖紙◆功率:1500型以下設備13KW(含上料機構)鋼筋籠的設計會有變化(如主筋根數或直徑等)耗材CO2氣體、焊絲、焊條等就近定點采購鋼筋籠繞圈機/?。在返程時工作缸和閥室相對形成真空,上閥球下落,上閥室關閉,下閥球升起,下閥室打開,將砂漿由料斗經吸漿管下閥室和工作缸。當前進時工作缸和閥室內壓力上升,下閥球下落,下閥室關閉,上閥球升起,上閥室打開,缸將工作缸及閥室內的砂漿由上閥室泵出,如此循環反復,將砂漿連續不斷地泵送出去。鋼筋籠繞圈機/鋼筋籠滾焊機鋼筋間距”值得一提的是,這一項目還有一個“同胞兄弟”——同期建設的實證基地20兆瓦儲能項目。“儲能項目,投運高峰期的供電壓力還為可再生能源的規模提供支撐調峰調頻能力、電壓水平、運行有著重要意義。