

產(chǎn)品詳細(xì)介紹
廠家供應(yīng)-建貿(mào)機(jī)械")
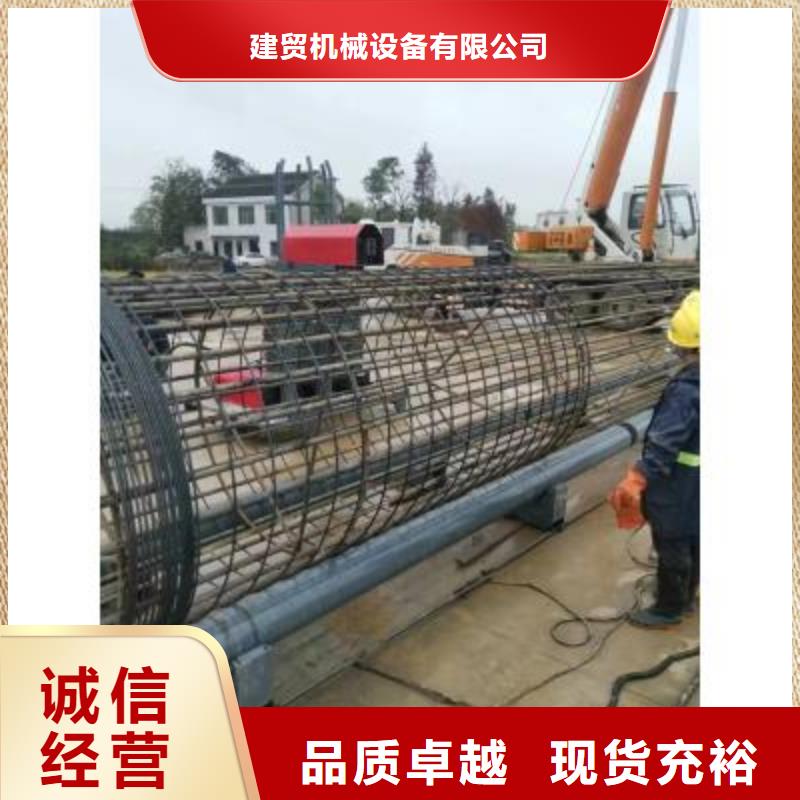
基本工藝流程上料→穿筋(主筋)→固定→搭上箍筋→開(kāi)始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動(dòng)盤→卸籠→降下液壓支撐→移動(dòng)盤歸位→完成參數(shù)項(xiàng)目及型號(hào)1250型、1500型、2000型、2500型鋼。 焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對(duì)面位置或錯(cuò)開(kāi)幾根位置后再開(kāi)始分度焊接,后補(bǔ)齊焊部主筋。 鋼筋籠繞筋機(jī)
人品合一雙贏利益觀是河南建貿(mào)永續(xù)經(jīng)營(yíng)保障。
所有利益相關(guān)方主要包括家人、戶、股東。形成一個(gè)個(gè)利益共同體,共贏共享共創(chuàng)價(jià)值。只有所有利益相關(guān)方共贏,人與商品合一雙贏方顯實(shí)際,“人”即具有兩創(chuàng)精神家人;“品”即戶使價(jià)值真實(shí)。每位家人都在不同自主經(jīng)營(yíng)體中為戶創(chuàng)造價(jià)值,從而實(shí)現(xiàn)自身價(jià)值,企業(yè)價(jià)值和股東價(jià)值自然體現(xiàn)。
<上饒>建貿(mào)機(jī)械設(shè)備有限公司 上饒鋼筋籠滾焊機(jī)廠家供應(yīng)-建貿(mào)機(jī)械
廠家供應(yīng)-建貿(mào)機(jī)械")
廠家供應(yīng)-建貿(mào)機(jī)械")
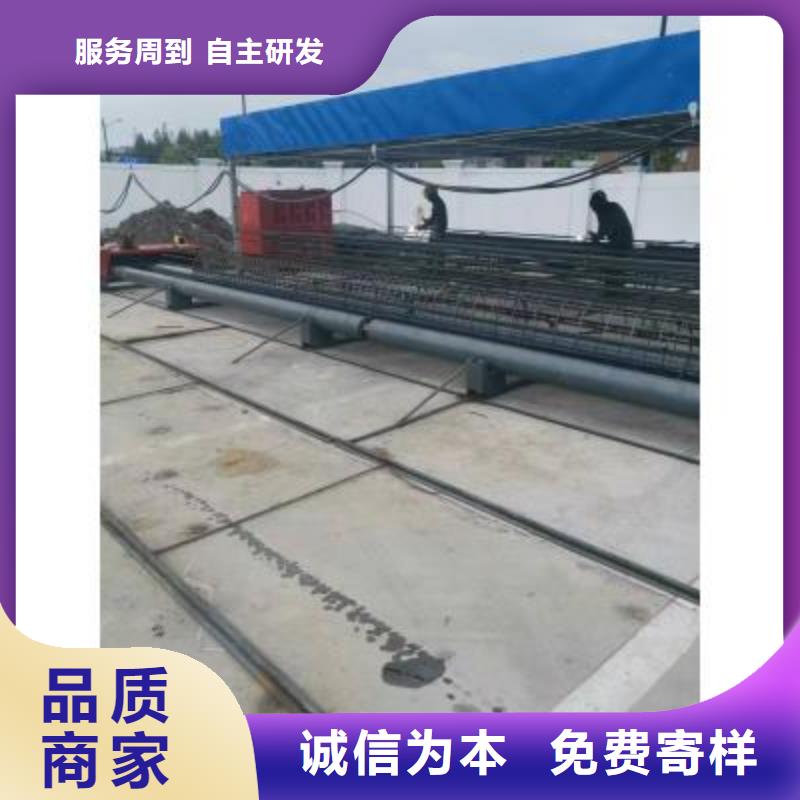
一、上饒鋼筋籠繞筋機(jī)加工方法介紹鋼筋籠傳統(tǒng)加工方法以人工操作為主,除鋼筋原材料切頭,車絲由機(jī)器和人工輔助完成,其余工序如主筋定位,螺旋筋安裝、定位等都在人工操作下完成,致使鋼筋筋籠生產(chǎn)效率低,加工精度不夠,合格率較低,兩節(jié)鋼筋籠因主筋定位誤差較大造成對(duì)接安裝較困難。二、鋼筋籠加工廠建設(shè)及設(shè)備簡(jiǎn)介1、鋼筋加工廠建設(shè)簡(jiǎn)介2、鋼筋籠自動(dòng)滾焊機(jī)設(shè)備簡(jiǎn)介1)拖動(dòng)導(dǎo)軌;(2)控制臺(tái);(3)拖動(dòng)驅(qū)動(dòng)系統(tǒng);(4)主筋料架;(5)鋼筋籠液壓支撐裝置;(6)固定旋轉(zhuǎn)驅(qū)動(dòng)機(jī)構(gòu);(7)移動(dòng)旋轉(zhuǎn)驅(qū)動(dòng)機(jī)構(gòu);(8)主筋固定器;(9)主筋導(dǎo)管;(10)主筋承接分隔系統(tǒng);(11)箍筋放線架;(12)箍筋矯直機(jī)構(gòu);(13)主筋上料系統(tǒng)三、施工工藝簡(jiǎn)介1、施工工藝流程2、主筋切頭及絲口加工3、絲口檢查及保護(hù)每加工完成10個(gè)接頭采用卡尺、螺紋環(huán)規(guī)對(duì)絲頭加工質(zhì)量進(jìn)行檢測(cè),檢查絲頭螺紋牙型、絲頭長(zhǎng)度、螺紋直徑是否滿足規(guī)范要求。加工完成的接頭采用專用保護(hù)套進(jìn)行保護(hù)。4、主筋上料通過(guò)上料架或人工將加工好的主筋放入分料器,人工穿過(guò)固定盤模板,并在移動(dòng)盤模板內(nèi)通過(guò)固定螺栓將主筋鎖緊。啟動(dòng)移動(dòng)盤,進(jìn)行箍筋纏繞及焊接。
h)分離固定盤 向前移動(dòng)加工完成的鋼筋籠,使鋼筋籠和固定盤完全分離;
i)松筋 松開(kāi)固定主筋和移動(dòng)盤的螺栓;
i)分離移動(dòng)盤 移動(dòng)加工好的鋼筋籠,使鋼筋籠和移動(dòng)盤完全分離;
k)卸籠 把加工好的鋼筋籠移離支撐架,并把鋼筋籠墊高覆蓋;
l)降下支撐架 降下支撐架使其歸位;
m)移動(dòng)盤歸位 移動(dòng)盤歸位,準(zhǔn)備生產(chǎn)下一節(jié)鋼筋籠。
鋼筋籠的安裝;鋼筋籠繞筋機(jī)鋼筋籠制作完后堆放在平整的地方以防變形;在運(yùn)輸過(guò)程中也應(yīng)采取措施保證其不變形不扭曲;必要時(shí)應(yīng)加固處理, 鋼筋籠在孔內(nèi)立焊時(shí),應(yīng)符合焊接標(biāo)準(zhǔn)。
廠家供應(yīng)-建貿(mào)機(jī)械")