





HDPE土工膜焊接質量的好壞是復合土工膜防滲性能成敗的關鍵,所以務必做好土工膜的焊接,確保焊接質量,因此,土工膜焊接應由生產廠家派專業技術人員到現場操作,指導,培訓,采用土工膜專用焊接設備進行。本工程土工膜焊接采用800-900型熱合土工膜焊接機,土工布采用手提式封包機縫接。
焊接前用電吹風吹去膜面上的砂子、泥土等臟物,膜面干凈,在焊接部分的底下墊一條長木板,以便焊機在平整的基面上行走,焊接質量,正式焊接前,根據施工氣溫進行試焊,確定行走速度和施焊溫度,一般掌握行走速度1.5~2.5m/s,施焊溫度為220~3000C。兩布一膜HDPE土工膜焊接流程焊接工藝:一幅土工膜鋪好后,將需焊接的邊翻疊(約60cm寬),二幅反向鋪在一幅膜上,調整兩幅膜焊接邊緣走向,使之搭接10cm。拼接焊縫兩條,每條寬10mm,兩條焊縫間留有10mm的空腔,用此空腔檢查其焊縫質量。
復合土工膜自身的防滲效果主要取決于土工膜的物理力學指標及接縫的質量,該工程根據承受的水壓力和土層的滲透系數計算,復合土工膜采用短釬針刺非織造/聚乙烯復合土工膜。在施工中一般都要對土工膜進行拼接,接縫的質量好壞直接影響土工膜的防滲性能和抗拉強度,因此必須嚴格按照技術規范施工。
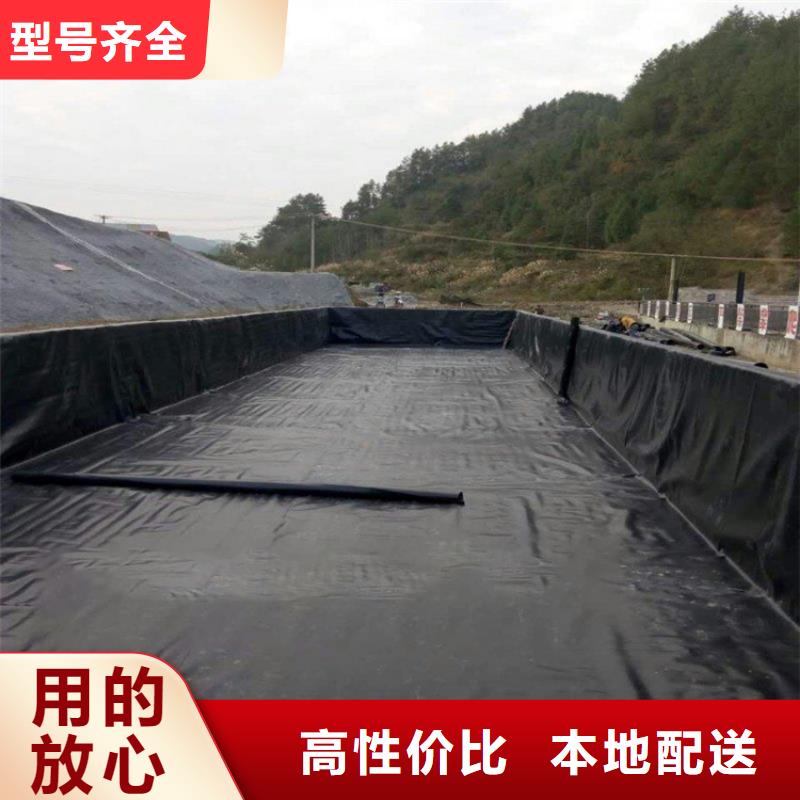
主干渠在坡腳處為C30混凝土齒墻,在澆筑齒墻前先把土工膜鋪好,利用齒墻壓住土工膜,把土工膜反向放在施工好的渠底,等兩邊坡兩層墊層施工完畢后,由坡腳向上至坡肩平順展開土工膜,把土工膜加固好后,在膜上鋪設c30預制混凝土板。主干渠兩邊坡為1:2在壓實平順的邊坡上行5cm的中粗砂墊層的施工,然后二層墊層為10cm石霄,石霄粒徑為0.5~1.0cm土工膜的焊接采用自走式熱熔雙縫焊接,根據土工膜的厚度和種類,選擇合適的焊接溫度和行走速度。先采用小塊土工膜進行拼接試驗。
為便于拼接、防止應力集中,土工膜鋪設時應松緊適度,富余度約為1.5%,攤開后及時拉平、拉開,要求土工膜與作用面吻合平整,無突起褶皺;施工人員要求穿平底布鞋或軟膠鞋,嚴禁穿釘鞋,以免踩壞土工膜;施工時如發現土工膜損壞,應及時進行修補。
由于聚乙烯是一種石油產品,它能吸附其它石油產品,像海綿一樣,材料的厚度會增加變得更加柔韌,但不會產生小孔或中孔。這種吸附和海綿有所不同,不是立即的。土工膜的膨脹要比海綿慢的多,發生變化所需的確切時間取決于介質的成分、濃度、溫度、壓力等諸多因素,這種變化也是可以恢復的,當化學介質不再接觸土工膜時,其會恢復原始狀態。
HDPE防滲土工膜即是防滲膜廢物填埋場防滲土工膜施工工藝步驟流程為1.鋪設、取舍→對正、搭齊→壓膜定型→擦洗塵土→焊接實驗→焊接→檢查→修補→復檢→檢驗。技術要點鋪設時盡量削減拼接量,拉扯土工膜,不許壓出死折,焊縫便于在條件下能到達滿意的防滲效果。
鋪設土工膜時,應從較低部位開端向高位延伸。不要拉得過緊,應留滿足余幅(大約1.5%),以備部分下沉拉伸。坡面鋪設時,可根據工程實際情況,以接縫起碼、便于施工、取舍合理為準則來斷定平行或垂直于較大斜度線鋪設,接縫應避開彎角,設在平面處。
土工膜施工時,斜度較大處,設置軟梯,施工人員在軟梯進行土工膜的焊接接縫施工。鋪設過程中,應盡量削減焊縫,特別是穿插焊縫,以削減滲漏危險,在展膜過程中,制止強力拉扯土工膜,不許壓出死折,焊縫。焊接時,必定要把其上的浮土擦潔凈,不然上下膜之間無法熱合到一起。若要與修建物根底聯接,必定要將土工膜展平不要出折,為封邊供給良好的操作條件。需設排氣口的當地應在排氣口和土工膜觸摸處進行結實的不漏水的封焊。假如沉降的響,這種封焊還應規劃成柔性的以答應整向運動。