以下是:鋁管黃銅棒型號全價格低的產品參數
| 產品參數 |
|---|
| 產品價格 | 493 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 鋁含量 | 國標 |
|---|
| 硬度 | 國標 |
|---|
| 廠家 | 山東辰昌盛通 |
|---|
| 規格 | 齊全 |
|---|
| 價格 | 含稅21/元 |
|---|
以下是:鋁管黃銅棒型號全價格低的圖文視頻
在江西省九江市采購鋁管黃銅棒型號全價格低請認準辰昌盛通金屬材料(九江市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:王欣-【18762195566】,地址:經濟技術開發區1號路東)。 江西省,九江市 九江市是歷史文化名城,一座有著2200多年歷史的江南名城,歷史上曾是中國三大茶市和四大米市之一。九江市是海內外的旅游城市,中國旅游城市,素有“九派潯陽郡,分明似畫圖”之美譽,有世界文化景觀遺產的“廬山”、中國的淡水湖“鄱陽湖”、佛教凈土宗的發源地“東林寺”、中國四大書院之首的“白鹿洞書院”等眾多旅游景點。
想要探索鋁管黃銅棒型號全價格低的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
以下是:鋁管黃銅棒型號全價格低的圖文介紹
辰昌盛通金屬材料(九江市分公司)擁有多名國內【紫銅排】業精英,立足高的起點、高的質量和良好的服務團隊,努力打造世博品牌,爭創國內優質的【紫銅排】公司。


七系鋁合金氧化:大學生方程式賽車上為了輕量化運用輕質材料7系鋁合金材料(特別以7075和7050為主),7075鋁合金是一種冷處理鍛壓合金,強度高,遠勝于軟鋼。7075是商用強力合金之一。7075鋁合金結構嚴密,耐腐蝕作用強,杰出機械功能及陽極反響。細晶粒使得深度鉆孔功能更好,東西耐磨性增強,螺紋滾制更異乎尋常。 可是鋁合金表面硬度低,不耐磨,其使用規模遭到必定約束,對鋁合金進行硬質陽極氧化(陽極硬化)處理,能夠獲得與基體結合力好、具有必定厚度的膜層,能運用在鋁制傳動花鍵、軸承裝置方位、螺紋緊固處等部位。(當然規矩對某些部位的鋁合金件也做了陽極硬化的要求,有人說做了沒必要或許做了其他的比方鍍硬鉻等呵呵,其實陽極硬化的實用性和功能性的優勢和必要性仍是清楚明了的) 依據自己調研和試驗,7系鋁合金在做完陽極硬化后,氧化膜厚度可為30μm-50μm,硬度為50-55HRC,可使鋁材滿意花鍵要求。(電解液為草酸,直流,電解溫度0度以下,氧化色彩為帶有金屬光澤枯草黃綠色--屎黃色)。能做這項作業的工廠少之又少,這項技能會的技能人員更是稀疏,小弟不才,在長輩和隊友盡力下,找到一家為出塞和核電設備做氧化的供應商,終究仍是成功做了硬質氧化的鋁制花鍵,其間彎曲不多說,說一下具體步驟和留意事項吧。 氧化前的預備: 1,氧化要在完結一切機加工之后制品之前做 2,有條件 做一下金相分析,斷定材料真假,或許讓直銷商供給成分陳述(據自己調研國內西南鋁仍是不錯的,貨單上會供給這份陳述)被某些材料直銷商供給的假鋁材坑到哭,成分不明確,燒蝕了我 個做的完美的加工件(由于不同系列鋁材電解液配比不同,并且兩種不同系列材料在一電解池中氧化肯定會發作燒蝕) 氧化進程: 1,首先要酸洗,這兒要留意,酸洗之前必定要理解之前做沒做過放電類的加工,比方說電火花放電加工花鍵,線切割加工等,如果有加工表面也會構成一層堅固的氧化膜(是不是氧化鋁沒研討),酸洗必定要把這層膜腐蝕掉,否則這部分不導電不會被附上氧化膜,可是這樣會影響工件的表面潤滑度和亮澤,使工件發暗。為了使表面平坦亮光,到達德雷克斯勒差速器殼的作用,我用拋光磨片加拋光蠟打磨了一次,但成果卻呵呵,后來跟專家了解到,金屬加工表面是物理平坦,就是凸凹撫平的感覺,氧化中會使其露出,想要鏡面作用只能通過化學拋光,用硝酸等化學試劑對加工表面處理再去氧化會得到鏡面作用,由于這項工藝會對周圍環境污染極大,很少有做的,所以處女座的朋友能夠試試。 2,留意計算好工件表面積,這會和通電電流有必定比例聯系,還有草酸含量也有關,否則會呈現上膜慢,膜層較薄等問題,當然也和電解液有必定聯系,我這邊供應商只能做草酸的 3,電解進程中切勿頻頻取出檢查膜的厚度,會發作再次放入氧化池不反響的問題4,留意操控好電流,過大會燒蝕,過小不反響 5,到達膜厚要求后取出后色彩會較重,用水清洗后,光澤十分好,水層干了之后會變暗,應該是正常反響,剛做出來那個亮啊 6,用測膜厚儀器多測幾個點,我要求做到50絲硬度50多度(1絲,=0.01毫米=10米),在由于材料失利過一次之后,第2次完美成功。測硬度,簡單點能夠用鑰匙,鑰匙不會在上面留下劃痕的,氧化之前則否則。 留意氧化后就盡量不要再加工了,鋁花鍵通過氧化之后愈加定心,并且材料用的更極限,體積更小質量更輕,我做的差速器殼總重0.9KG,加上CUSCO差速器總共重2.5KG。自己不才,就這些粗淺常識在這獻丑了,不過全為自己經驗之談,如有缺乏,還望糾正 附上7系鋁材的物理和化學成分,期望你們做金相試驗和分析的時分能用得到 7075鋁合金物理特性: 抗拉強度:524Mpa 0.2%屈從強度:455Mpa 伸長率:11% 彈性模量E:71GPa 硬度:150HB 密度:2.81g/cm^3 抗拉強度σb(MPa):≥560 伸長應力σp0.2(MPa):≥495 伸長率δ5(%):≥6 7075鋁合金化學組成: 硅Si:0.40 鐵Fe:0.50 銅Cu:1.2-2.0 錳Mn:0.30 鎂Mg:2.1-2.9 鉻Cr:0.18-0.28 鋅Zn:5.1-6.1 鈦Ti:0.20 鋁Al:余量 其他: 單個:0.05 算計:0.15 7050鋁合金化學成分: 鋁(Al)余量 鉻(Cr)≤0.04 鋯(Zr)0.08~0.15 鋅(Zn)5.7~6.7 硅(Si)≤0.12 鐵(Fe)0.000~0.150 錳(Mn)≤0.10 鎂(Mg)1.9~2.6 鈦(Ti)≤0.06 銅(Cu)2.0~2.6 (區別2系與7系首要金屬看鋅和鎂,7系之間區別看銅和鋅含量)



增值稅屬于流轉稅,稅率下調對于毛利率較高的企業,可以顯著改善其現金流,而對于毛利率較低或者虧損的企業,稅率下調則影響不大。根據中國有色金屬工業協會統計,2018年中國鋁冶煉行業銷售利潤率僅有1.98%,行業盈利能力依然較差。在此背景下,假設以某企業噸鋁毛利率100元計算,增值稅由16%下調3個百分點,意味著企業所繳納增值稅僅由16元/噸降至13元/噸,對于企業本身或市場 價格的影響乎其。
從成本結構來看,2018年中國電解鋁加權平均完全成本約14900元/噸(含稅),其中人工費用、折舊費用、維修費用、財務費用、管理費用和銷售費用共計約2250元/噸,占完全成本15%,考慮到以上部分不產生增值稅,因此增值稅率下調3%對此部分費用無根本性影響。與此同時,考慮到其余85%成本費用均為企業購進的電力、氧化鋁、陽極炭塊、氟化鋁等原輔料,在增值稅稅率由16%下降至13%的月度轉換周期內,一定程度上會導致進項稅額大于銷項稅額,因此對鋁企業現金流和盈利情況是有顯著改善的。從長期來看,由于鋁是一個充分競爭的行業,理論上企業為獲得更大的市場份額,愿意將此部分利益讓渡給客戶或者消費者,因此會選擇降價銷售產品,而這對價格是不利的。
當前,市場交易情緒仍主要集中在增值稅下調的落地時點。在此期間,期貨市場會短暫出現近遠月價格的結構變化,即期鋁呈現近月高遠月底的狀況,而現貨市場也會顯現出囤貨、惜售的意愿。但只要增值稅下調時間一旦明確,市場關注焦點會快速回到電解鋁自身供需基本面,期貨和現貨價格也將逐步回到合理區間水平。
2018年4~5月,政府宣布將增值稅由17%下調至16%。從當時期貨和現貨市場的反應來看,除了短暫時點期鋁近遠結構發生變化外,鋁走勢并未受到該政策的大幅影響,主導價格方向的核心因素依然在供需基本面。



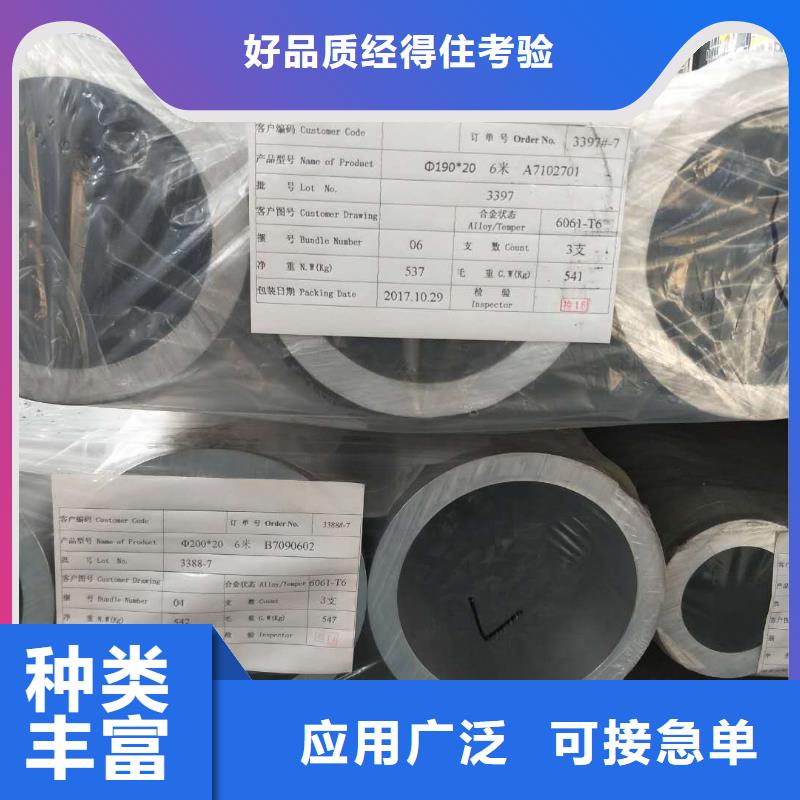
我司主要生產LF21(A21)、6063(6063G)、LDRE(6R5)、6Z63(6063-Rr)系列鋁合金導電管狀母線。10KV、35KV絕緣銅(鋁)管狀母線及封閉母線。公司開發、生產的鋁鎂(6063),鋁鎂稀土(LDRE)及耐熱鋁合金系列(6063-Zr)等多系列產品,廣泛應用于全國各省、市(地)電力公司220KV、500kV、750kV、±800kV及1000kV變電站和換流站工程。該系列產品通過精心配料、鑄造、高溫加熱及目前國內*先進的軋制工藝,多道次冷拉成型等工藝制作而成.
鋁合金管母線的用途:主要應用在我國電力建設工程中電網輸電導線與變電站變壓器之間的導體連接、輸電線路中的跳線、電力設備中的連接導體以及日照鋁鎂合金管母線 鋁錳合金管母線 鋁大電流直流融冰裝置中作過流導體,鋁母線換代產品。在發電行業具有廣泛應用前景。由于新材料、新工藝的大量應用所以該產品具有載流量及允許應力大,集膚效應低、功率耗損小、散熱條件好,絕緣及抗電氣震動能力強,安裝簡單,維護方便等優點。先后應用于浙江送變電工程公司220KV興南變、江蘇220KV溧陽變、山東220KV四寶山變、福建三金鋼鐵公司、濟南鋼鐵公司等電力工程中,且運行狀況良好。
公司有一套完善而有效的質量保證體系和嚴格的質量控制程序,技術力量雄厚。公司一貫堅持“譽 ,用戶至上”的原則。以科技為先導,視質量為生命,提供優質的產品和完善的服務滿足用戶的需求。熱忱歡迎各界朋友垂詢。
本公司生產各種:鋁鎂合金管母型母線
鋁錳合金管母線
全絕緣銅管母線
半絕緣銅管母線
是取代傳統的矩形、槽形、棒形母線和軟導線的全新導體,是電力輸變電系統中關鍵的設備(材料)之一,對輸變電系統及電力設備的、可靠運行起著至關重要的作用。產品為空心管形結構,表面光澤,外形美觀,尺寸均勻。外徑尺寸從φ60mm到φ300mm;壁厚從3mm到12mm,單根長度長可達15米 五、鋁合金管母線遵循的技術標準: GBT 3190-2008 變形鋁及鋁合金化學成分 GBT 4436-1996 鋁及鋁合金管材外形尺寸及允許偏差 鋁合金管母線GBT 44371-2000 鋁及鋁合金熱擠壓管 第1部分:無縫圓管 GB6983 工業用鋁及鋁合金拉(扎)制管 GB228 金屬拉伸試驗方法 GBT6893-2000 鋁及鋁合金拉(軋)制無縫管 GBT44371-2000 鋁及鋁合金外形尺寸及允許偏差(擠壓無縫) GBT44372-2001 鋁及鋁合金外形尺寸及允許偏差(擠壓有縫) GBT30482-2007 電線電纜電性能試驗方法、金屬導體電阻率材料試驗 YST454-2003 鋁及鋁合金導體 QXH01-2008 鋁及鋁合金管型導體 GBJ149-90 電氣裝置安裝工程母線裝置施工及驗收規范 包裝、標志、運輸、貯存:GBT3199—2007鋁及鋁合金加工產品包裝、標志、運輸、貯存 我們的經營理念是:科技創新 服務取勝 永續發展,服務宗旨:誠實守、合作共贏、丙多銷。


一、分類 :展伸材料分非熱處理合金及熱處理合金
1.1 非熱處理合金:純鋁─1000系,鋁錳系合金─3000系,鋁矽系合金 ─4000系,
鋁鎂系合金─5000系。
1.2 熱處理合金:鋁銅鎂系 合金─2000系,鋁鎂矽系合金─6000系,鋁鋅鎂系合
金─ 7000系。
二、合金編號 : 我國現在通用的是美 國鋁業協會〈Aluminium Association〉的編號。茲舉
例說 明如下: 1070-H14(純鋁)
2017-T4(熱處理合 金)
3004-H32(非熱處理合金 )
2.1 榜首位數:表明首要添加合金元素。
1:純鋁
2:首要添加合金元素為銅
3:首要添加合金元 素為錳或錳與鎂
4:首要添加合金元素為矽
5:首要添加合金元素為鎂
6:首要添加合金元素為矽與 鎂
7:首要添加合金元素為鋅與鎂
8: 不屬于上列合金系的新合金
2.2第二位剩表明 原合金中首要添加合金元素含量或雜質成分含量經修正的合金
0:表原合金
1:表原合金經榜首次修正
2:表原合金經第2次修正
2.3第三及四位數:
純鋁:表明原合金
合金:表明單個合金的代號
"-″:后邊的Hn或Tn表明加工硬化的狀況或熱處理狀況的鏈度符號
-Hn :表明非熱處理合金的鏈度符號
-Tn :表明熱處理合金的 鏈度符號
鋁及鋁合金的熱處 理
一、鏈度 符號 : 若添加合金元素尚缺乏于完全符合要 求,尚須藉冷加工、淬水、時效
處理及軟燒等處理,以獲取所需求的 強度及功能。這些處理的進程稱
之為調質,調質的成果便 是鏈度。
鏈度符號 定 義
F 制作狀況的鏈度
無特定鏈度下制作的制品,如揉捏、熱軋、 鑄造品等。
H112 未故意操控加工硬化程度的制作狀況制品,但須確保機械性質。
O 軟燒鏈度
完全再結晶并且軟狀況。如系熱處理合金,
則須從軟燒溫度緩慢冷卻,
完全防止淬水效果。
H 加工硬化的鏈度
H1n:施以冷加工而加工硬化者
H2n:經加工硬化后再施以適度的軟燒處理
H3n:經加工硬 化后再施以安靖化處理
n以1~9的數字表明加工硬化的程度
n=2 表明1/4硬質
n=4 表明1/2硬質
n=6 表明 3/4硬質
n=8 表明硬質
n=9 表明超硬質
T T1:高溫加工冷卻后天然時效。
擠型 從熱加工后急速冷卻,再常常溫十效硬化處理。亦可施
以不影響強度的矯 正加工,這種調質適合于熱加工后冷卻便
有淬水效果的合金如:6063。
T3:溶體化處理后經冷加工的意圖在進步強度、平整度及尺度精
度。
T36:T3經6%冷加工者。
T361:冷加工度較T3大者 。
T4:溶體化處理后經天然時效處理。
T5:熱加工后急冷 再施以人工時效處理。
人工時效處理的意圖在進步材料的機械性質及尺度 的安靖性
適用于熱加工冷卻便有淬水效果的合金如:6063。
T6: 溶體化處理后施以人工時效處理。
此為熱處理合金代表性的熱處理, 無須施以冷加工便能取得
優勝的強度。于溶體化處理后為進步尺度精度或 糾正而施以
冷加工,如不確保更高的強度時,亦可當作是T6鏈度。
T61:溶體化處理后施以溫水淬水再經人工時效處理,溫水淬水的
意圖在防止發作變形。
T7:溶體化處理后施以安靖化處理(亦及 人工時效處理的溫度或時
間較T6處理高或長)。
其意圖在改進 耐硬力腐蝕裂及防止淬水時發作變形。
T7352:溶體化處理后除掉剩余 應力再施以過時效處理(亦及人工
時效處理的溫度或時刻較T6處理高或長) 。
意圖在改進耐硬力腐蝕裂。于溶體化處理后施以1~5% 變
形的緊縮加工,以剩余應力。
T8:溶體化處理后施以冷加工再施 以人工時效處理,冷加工時斷
面削減率為3%及6% 各為T83 及T86。
T9:溶體化處理后人工時效處理,終究施以冷加工,終究冷加工
的意圖在添加強度。
二、軟燒處 理:
2.1意圖:
展伸用材料包含壓延用材料, 揉捏用材料及鑄造用材料,一般其制作程序為:
鑄造→熱加工→冷加工→材料制品
在熱加工或冷加工的進程中,材料發作加工硬化的狀況,使強 度變大或導致加工
硬化的狀況,使強度變大或導致加工性減低。為這些加 工硬化,于冷加工前,
中或后所施的熱處理即為軟燒處理,其意圖在使材料具 有運用上所需求的程度。
2.2分類:
因為軟燒條件的不同而分:
2.2.1部分軟燒:僅部份加工硬化,處理溫度在再 結晶溫度以下,
實踐溫度則視強度而定,強度愈高 則處理溫度較低。
2.2.2完全軟燒:處理溫度在材料的再結晶溫度 或稍高使材料發作再結晶而完
全加工硬化,亦使強度到達 的狀況。
軟燒處里就機遇而分:
2.2.3中間軟燒:再冷加工開端之前或冷加工進程中, 所加的軟燒處理,
一般為完全軟燒,其意圖在康復其加工性,使接下去的加功 能較順暢,
及操控其安排狀況,俾能適合于終究制品的要求。
2.2.4終究軟燒:首要意圖再調整制品終究的強度水準亦即調整鏈 度。
加工知識



選購鋁管黃銅棒型號全價格低來江西省九江市找辰昌盛通金屬材料(九江市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王欣-【18762195566】,地址:[經濟技術開發區1號路東]。