




)溫度設定
焊接的溫度及速度由環境溫度、風力、卷材溫度所決定,每天正式開始焊接前或氣溫急劇變化后,必須進行試焊,以確定 的焊接溫度及速度。
4)卷材的焊接
? 所有接縫相交處,用硅酮輥滾壓縫以保證熱空氣焊縫的連續縫。TPO卷材多層厚度引起的表面不規則,可能造成假焊。
? 保證熱焊接區無折皺,在搭接區的折皺必須切掉。
5)手持焊接機的設定
? 用于泛水焊接時手持焊接機的溫度應設定為“5”。
? 用于卷材焊接時手持焊接機的溫度設定為“6”。
? 硅酮輥應始終沿垂直于卷材的焊接縫或泛水方向進行滾壓。



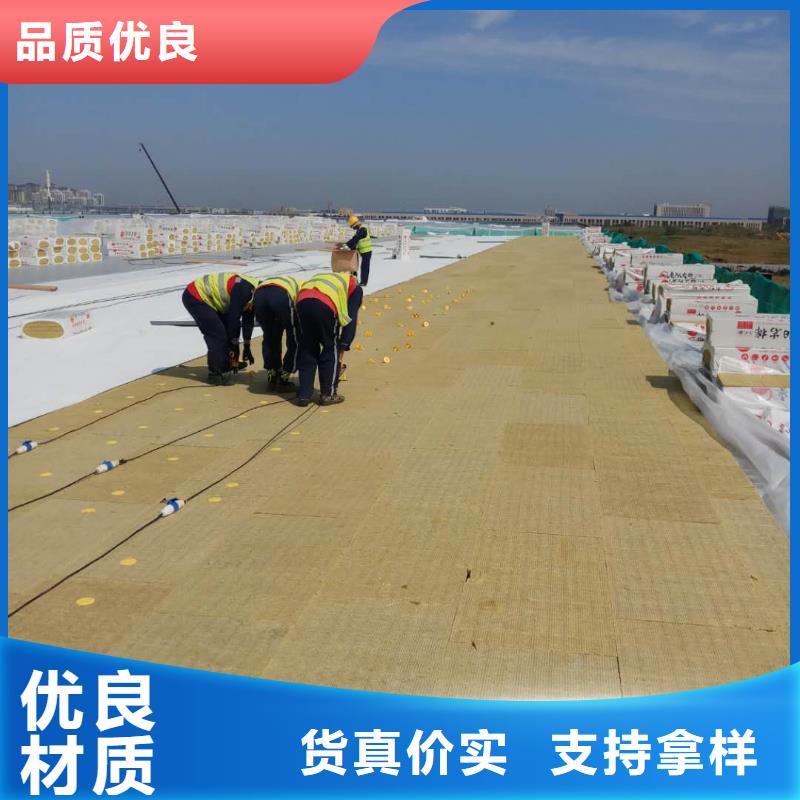
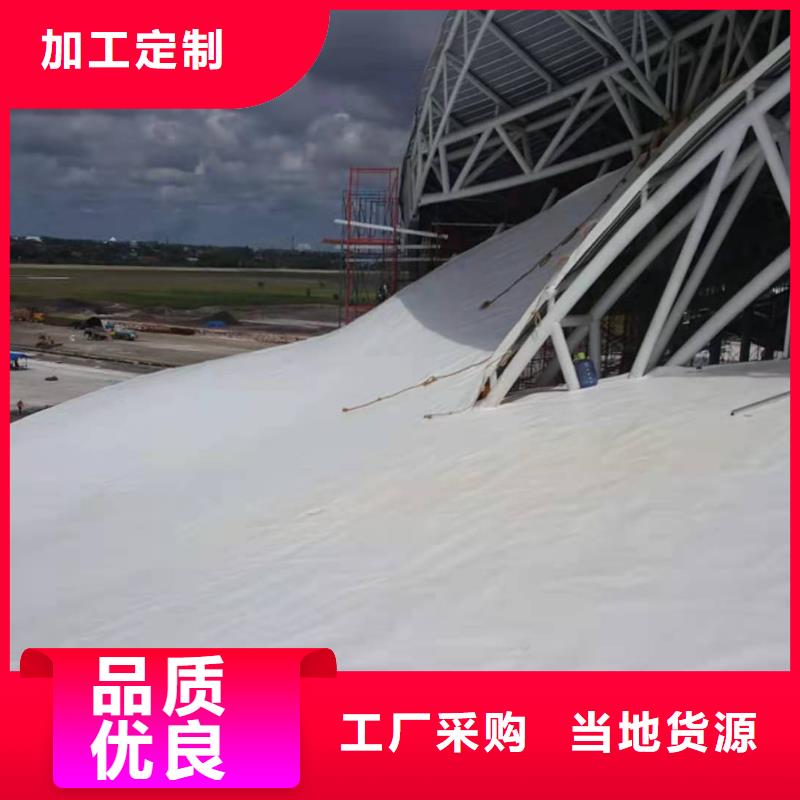
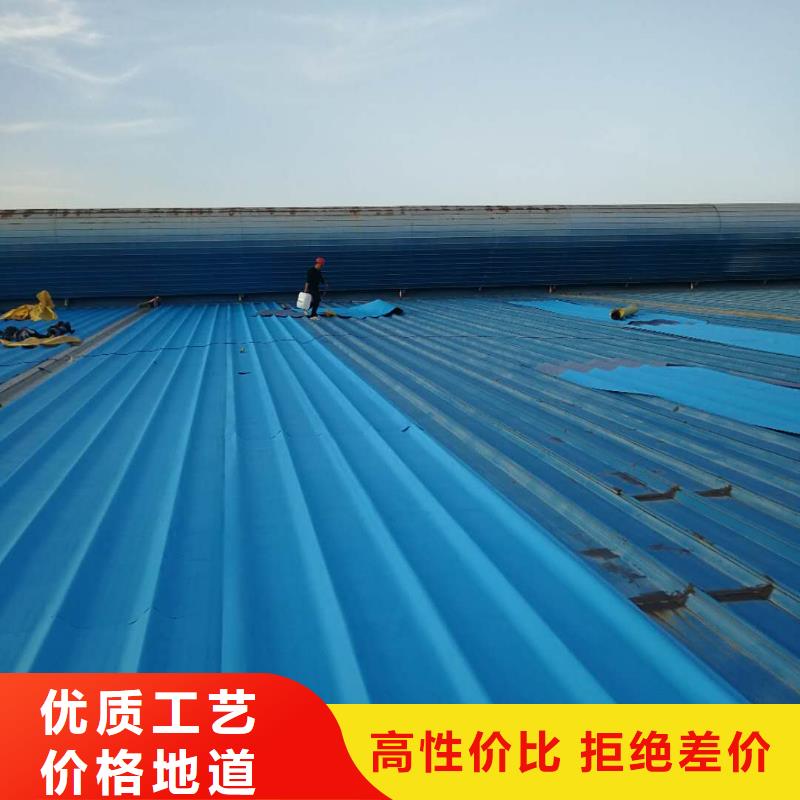
施工機具的選擇 使用自動熱空氣焊接機、爬行焊機或手持熱空氣焊接機以及硅酮輥,以熱空
氣焊接 TPO 卷材。當屋面坡度較大時,不便使用自動焊機時,使用爬行焊 接或手持熱空氣焊接機。
2)老化卷材的清洗
TPO 卷材受污染或暴露在外部環境約 7 天后,在熱空氣焊接前必須進行清洗 處理:
受污染的卷材搭接部位,先用濕布擦去灰塵等雜物,再用清水清洗焊接區(嚴 重污染可使用中性清洗劑清洗),再用干凈的擦拭布擦干,用專用卷材清洗劑進 行徹底清洗,白色抹布擦干,待卷材清洗劑徹底揮發后焊接(視環境溫度約需 15~30 分鐘),焊接速度應較正常焊接速度慢約 20%。


桓禹建筑工程有限公司主打: 陜西PVC防水卷材等。我廠是集研發,生產銷售為一體的大型廠家,工廠位于天橋區二環西路東海物流園南區30號,擁有一支高素質的 陜西PVC防水卷材營銷人員及生產、安裝隊伍。我們的產品工藝精湛,設計精美,款式新穎,圖案美觀,色彩豐富,質量上乘,品種繁多,堅固耐磨,實用性強,且融入現代家紡新理念。 聯系人:宋經理 .



、《屋面工程質量驗收規范》 GB50207-2012
2、《屋面工程技術規范》 GB50345-2012
3、《坡屋面工程技術規范》 GB50693-2011
4、《單層防水卷材屋面工程技術規程》 JGJ/T316-2013
5、《熱塑性聚烯烴(TPO)防水卷材》 GB27789-2011
6、《建筑用巖棉、礦渣棉絕熱制品》 GB/T 19686-2005
7、《壓型鋼板、夾芯板屋面及墻體建筑構造(二)》 06J925-2
8、本工程設計圖紙及相關技術資料TPO