



聯(lián)系我們

- 太原無(wú)動(dòng)力風(fēng)機(jī)國(guó)標(biāo)產(chǎn)品
- 彩條雨布廠家直銷-本地生產(chǎn)廠家
- 宜春市蛙人打撈隊(duì)-全市打撈救援隊(duì)伍
- 蝦塘清理挖掘機(jī)出租規(guī)格齊全
- 水上鉤機(jī)出租租賃值得信賴
- QT700圓棒規(guī)格全
- 供應(yīng)雨污分流閘門的廠家
- 誠(chéng)信的醋酸鈉乙酸鈉生產(chǎn)廠家
- 2000千伏安干式變壓器價(jià)格優(yōu)質(zhì)源頭廠家
- 贛州市水下打撈公司日夜提供打撈
- 【水箱】_箱泵一體化水箱一站式采購(gòu)商家
- 【無(wú)縫鋼管】鋼管有實(shí)力有經(jīng)驗(yàn)
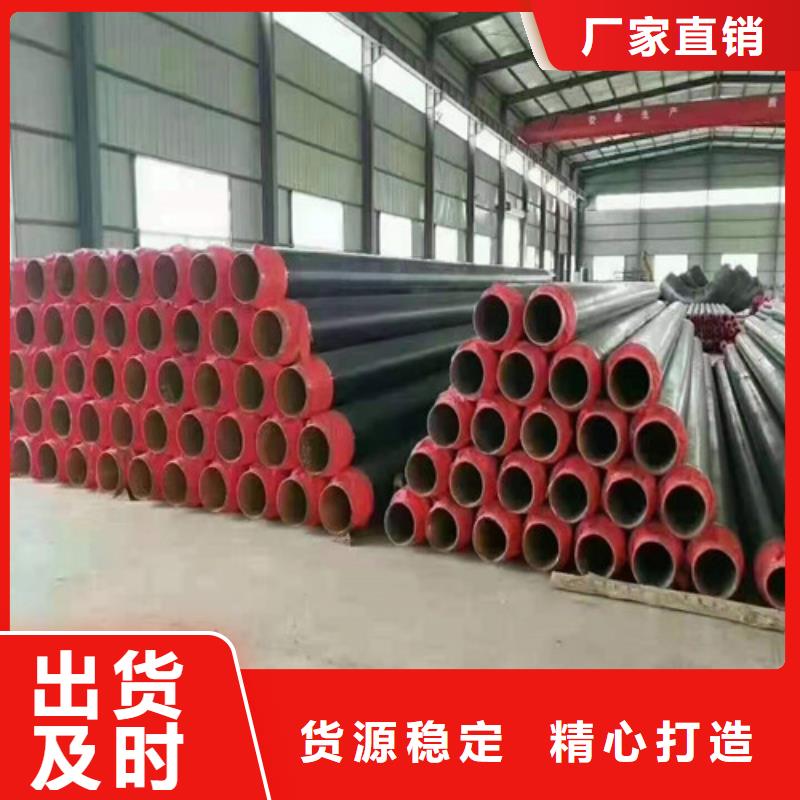
- 鋼塑psp復(fù)合鋼管環(huán)氧樹脂粉末EP內(nèi)外涂塑鋼管廠家質(zhì)保一年
- 【不銹鋼橋梁護(hù)欄】不銹鋼木紋轉(zhuǎn)印欄桿廠家質(zhì)檢嚴(yán)格
- 水泥管外徑500加工定制
Q345B鋼管售后完善
更新時(shí)間:2025-02-20 10:26:48 瀏覽次數(shù):4 公司名稱:無(wú)錫 新弘揚(yáng)特鋼有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 6550-15600/噸 |
| 發(fā)貨期限 | 1-5天 |
| 供貨總量 | 200噸 |
| 運(yùn)費(fèi)說(shuō)明 | 貨到付款或現(xiàn)付 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | A |
| 是否廠家 | 代理 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 國(guó)內(nèi)各大鋼廠 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 無(wú)錫 |
| 產(chǎn)品產(chǎn)地 | 天鋼,寶鋼,冶鋼,成鋼等 |
| 加工定制 | 可以 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣地 | 全國(guó)· |
| 產(chǎn)品重量 | 0.1-10000000 |
| 產(chǎn)品顏色 | 黑 |
| 質(zhì)保時(shí)間 | 1年 |
| 外形尺寸 | 都有 |
| 適用領(lǐng)域 | 機(jī)械,化工,設(shè)備,電廠等等 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | A |
| 產(chǎn)品功率 | 大 |
| 工作溫度 | 適合 |
| 外形圓管 黑皮 亮皮 | 包裝捆裝 散裝等 |
| 長(zhǎng)度1-15米長(zhǎng) | 性能合格 |
| 規(guī)格多 | 保質(zhì)保量 |
| 材質(zhì)多 | 運(yùn)費(fèi)合理 |

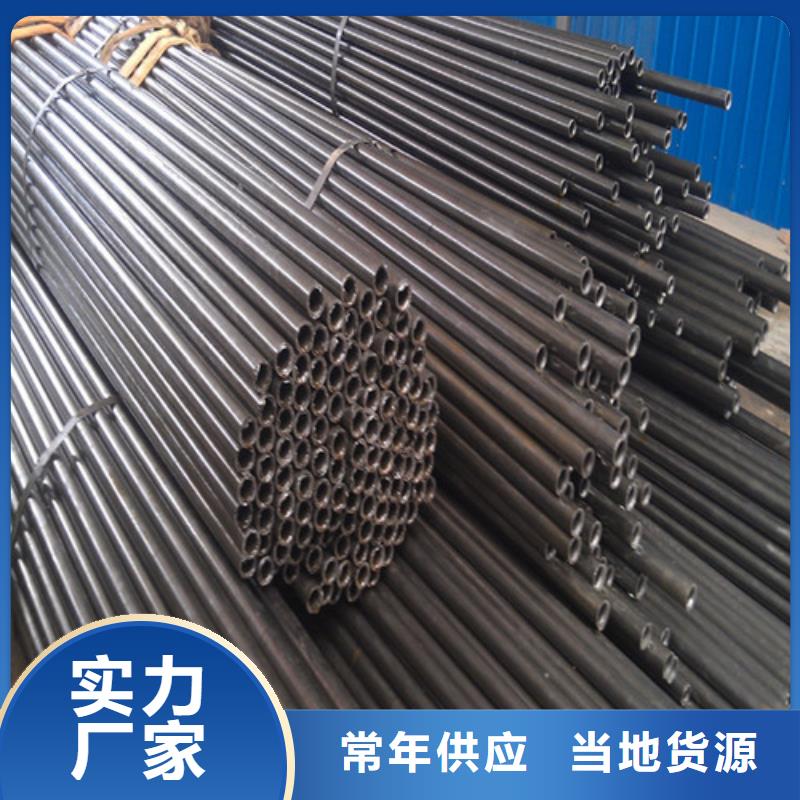


若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。介紹冷拔鋼管用拉拔、擠壓、穿孔等方法生產(chǎn)的整根鋼管表面沒(méi)有接縫的鋼管。是一種具有中空截面、周邊沒(méi)有接縫的圓形,方形,矩形鋼材。是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)冷撥制成。用途冷拔鋼管是用于機(jī)械結(jié)構(gòu)、液壓設(shè)備的尺寸精度高和表面光潔度好的精密冷拔無(wú)縫管。選用精密無(wú)縫管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備等,可以大大節(jié)約機(jī)械加工工時(shí),提高材料利用率,同時(shí)有利于提高產(chǎn)品質(zhì)量。優(yōu)質(zhì)碳素結(jié)構(gòu)鋼冷撥無(wú)縫管,主要用10、20號(hào)鋼制造,除保證化學(xué)成分和機(jī)械性能外要做水壓試驗(yàn),卷邊、擴(kuò)口、壓扁等試驗(yàn)。冷拔規(guī)格冷拔鋼管的常用規(guī)格:12mm 14mm 18mm 20 mm 25mm 28mm 30mm 32mm 35mm 38mm 40mm 42mm 52mm
雖然說(shuō)每一個(gè)試驗(yàn)機(jī)廠家對(duì)包頭流體鋼管拉伸都很熟悉,但是真正完全能夠把標(biāo)準(zhǔn)以及標(biāo)準(zhǔn)后面的理由吃透的廠家并不多,當(dāng)前每一個(gè)試驗(yàn)機(jī)廠家在指導(dǎo)用戶完成包頭流體管拉伸試驗(yàn)的時(shí)候一般是從他們自己設(shè)備的能力出發(fā),以簡(jiǎn)單的方式來(lái)完成試驗(yàn),比如全部以橫梁位移的速度來(lái)完成整個(gè)試驗(yàn)過(guò)程。包頭流體管拉伸試驗(yàn)還是有很多細(xì)節(jié)問(wèn)題非常值得我們重視。
首先是拉伸速度的問(wèn)題。在彈性變形階段,包頭流體管的變形量很小而拉伸載荷迅速增大。這時(shí)候如果以橫梁位移控制來(lái)做拉伸試驗(yàn),那么速度太快會(huì)導(dǎo)致整個(gè)彈性段很快就被沖過(guò)去。以彈性模量為200Gpa的普通包頭流體管為例,如果標(biāo)距為50mm的材料,在彈性段內(nèi)如以10mm/min的速度進(jìn)行拉伸試驗(yàn),那么實(shí)際的應(yīng)力速率為 200000N/mm2S-1×10mm/min×1min/60S×1/50mm=666N/mm2S-1 一般的包頭流體管屈服強(qiáng)度就小于600Mpa,所以只需要1秒鐘就把試樣拉到了屈服,這個(gè)速度顯然太快。所以在彈性段,一般都選擇采用應(yīng)力速率控制或者負(fù)荷控制。塑性較好的材料試樣過(guò)了彈性段以后,載荷增加不大,而變形增加很快,所以為了防止拉伸速度過(guò)快,一般采用應(yīng)變控制或者橫梁位移控制。所以在GB228-2002里面建議了,“在彈性范圍和直至上屈服強(qiáng)度,試驗(yàn)機(jī)夾頭的分離速率應(yīng)盡可能保持恒定并在規(guī)定的應(yīng)力速率的范圍內(nèi)(材料彈性模量E/(N/mm2)<150000,應(yīng)力速率控制范圍為2—20(N/mm2)·s-1、包頭流體管彈性模量E/(N/mm2)≥150000,應(yīng)力速率控制范圍為6—60(N/mm2)·s-1=。若僅測(cè)定下屈服強(qiáng)度,在試樣平行長(zhǎng)度的屈服期間應(yīng)變速率應(yīng)在0.00025/s~0.0025/s之間。平行長(zhǎng)度內(nèi)的應(yīng)變速率應(yīng)盡可能保持恒定。
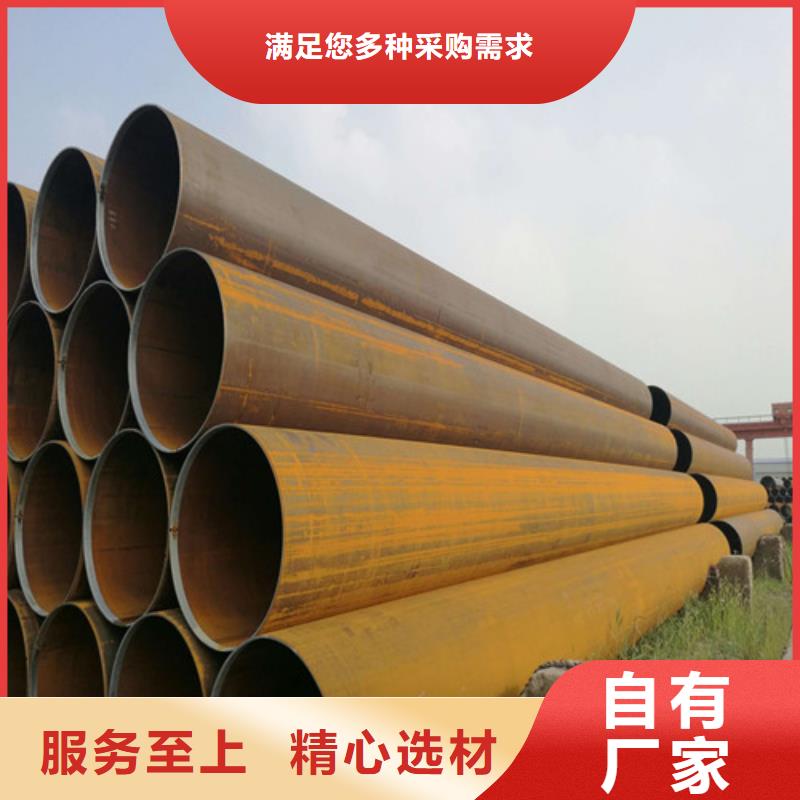
直縫焊鋼管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~,而且生產(chǎn)速度較低。
直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過(guò)鋼帶直接焊接就可以了。然后經(jīng)過(guò)簡(jiǎn)單拋光,拉絲就可以了。
補(bǔ)充:焊管是用帶鋼焊接的,所以在原來(lái)它的地位沒(méi)無(wú)縫管高。
焊管工藝流程
原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內(nèi)外焊珠去除—預(yù)校正—感應(yīng)熱處理—定徑及校直—渦流檢測(cè)—切斷—水壓檢查—酸洗—終檢查(嚴(yán)格把關(guān))—包裝—出貨。
特點(diǎn)
直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~,而且生產(chǎn)速度較低。
鍍鋅管標(biāo)準(zhǔn)及尺寸標(biāo)準(zhǔn)GB/T3091-2015 低壓流體輸送用焊接鋼管GB/T13793-2016 直縫電焊鋼管GB/T21835-2008 焊接鋼管尺寸及單位長(zhǎng)度重量用途編輯 語(yǔ)音使用說(shuō)明常說(shuō)的鍍鋅管,鍍鋅管的用途煤氣、暖氣用的那種鐵管也是鍍鋅管,鍍鋅管作為水管,使用幾年后,管內(nèi)產(chǎn)生大量銹垢,流出的黃水不僅污染潔具,而且?jiàn)A雜著不光滑內(nèi)壁滋生的細(xì)菌,銹蝕造成水中重金屬含量過(guò)高,嚴(yán)重危害人體的。生產(chǎn)步驟工藝流程為:黑管——堿洗——水洗——酸洗——清水漂洗——浸助劑——烘干——熱浸鍍鋅——外吹——內(nèi)吹——空冷——水冷——鈍化——水漂洗——檢驗(yàn)——稱重——入庫(kù)。技術(shù)要求1、牌號(hào)和化學(xué)成分鍍鋅鋼管用鋼的牌號(hào)和化學(xué)成分應(yīng)符合GB/T3091所規(guī)定的黑管用鋼的牌號(hào)和化學(xué)成分。2、制造方法黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。3、螺紋及管接頭(a) 帶螺紋交貨的鍍鋅鋼管,螺紋應(yīng)在鍍鋅后車制。螺紋應(yīng)符合YB 822的規(guī)定。(b)鋼制管接頭應(yīng)符合YB 238的規(guī)定;可鍛鑄鐵管接頭應(yīng)符合YB 230的規(guī)定。4、力學(xué)性能 鋼管鍍鋅前的力學(xué)性能應(yīng)符合GB 3091的規(guī)定。5、鍍鋅層的均勻性鍍鋅鋼管應(yīng)作鍍鋅層均勻性的試驗(yàn)。鋼管試樣在硫酸銅溶液中連續(xù)浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗(yàn)公稱口徑不大于50mm的鍍鋅鋼管應(yīng)作冷彎曲試驗(yàn)。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗(yàn)時(shí)不帶填充物,試樣焊縫處應(yīng)置于彎曲方向的外側(cè)或上部。試驗(yàn)后,試樣上不應(yīng)有裂縫及鋅層剝落同象。