


聯(lián)系我們

您可能對十堰本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-02-07 03:59:04 瀏覽次數(shù):9 公司名稱:洛陽 中雄管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 303 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 河南洛陽 |
| 規(guī)格 | 齊全 |
| 材質(zhì) | MPP |
| 顏色 | 橘黃色 |
| 用途 | 電線護(hù)管 |
| 連續(xù)使用溫度 | 0-55C° |
| 貨號 | 012 |
| 壓力 | 1.0(Mpa) |



卓越")
中雄管業(yè)有限公司不僅有技藝精湛的 湖北十堰M(jìn)PP電力管道技術(shù)人員和經(jīng)驗(yàn)豐富的售后服務(wù)隊(duì)伍。而且緊跟潮流,將互聯(lián)網(wǎng)技術(shù)應(yīng)用到公司生產(chǎn)經(jīng)營 湖北十堰M(jìn)PP電力管道的各個(gè)環(huán)節(jié)中,積j i開展互聯(lián)網(wǎng)營銷,及時(shí)提供公司新 湖北十堰M(jìn)PP電力管道產(chǎn)品信息和技術(shù)服務(wù)。為用戶提供完善的服務(wù)。
卓越")
卓越")
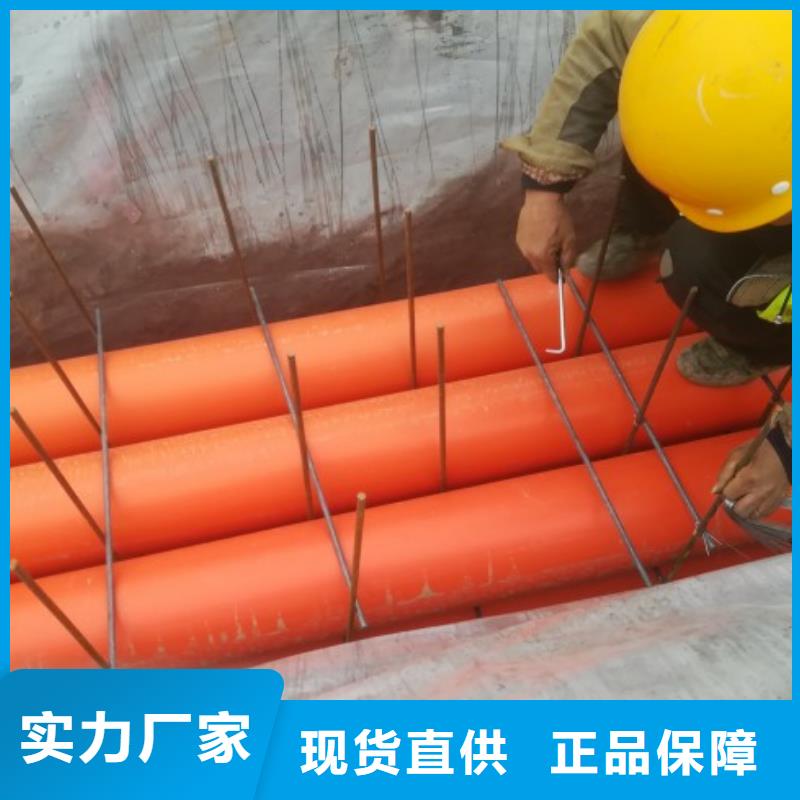
(2)MPP電力管焊接階段
1、夾緊
(1)將欲焊接的管材置于機(jī)架卡瓦(去除管材內(nèi)異物,清潔管口)。使兩端伸出的長度相當(dāng)(在不影響銑削和加熱的情況下盡可能短,宜保持20-30mm);
(2)將機(jī)架后退到較后方,然后進(jìn)前一個(gè)銑刀放入機(jī)架的位置,管材機(jī)架以外的部分用支撐物托起,使管材軸線與機(jī)架中間線處于同一高度。調(diào)整機(jī)架管材位置使管材兩端對齊,較后鎖緊卡瓦【松開螺栓,把合適的減徑器(卡瓦)裝入卡具中,將管材裝入卡瓦并調(diào)試平行,用手或扳手將螺栓擰緊】。
注意:在裝夾管材前必須對加熱器預(yù)熱到設(shè)定溫度。
卓越")
卓越")
卓越")
卓越")
2、MPP電力管端面銑平
(1)將機(jī)架后退到較后方,置入銑刀,先打開銑刀電源開關(guān),然后合攏管材兩端,并加以適當(dāng)?shù)膽?yīng)力,直到兩端有連續(xù)的切屑出現(xiàn)后,(切屑厚度為0.5~10mm,通過調(diào)節(jié)銑刀片的高度可調(diào)節(jié)切屑厚度)略等片刻,再退開活動架,關(guān)閉銑刀電源;
(2)取出銑刀,合攏兩端,檢查兩端對齊情況:管材兩端的錯位量不能超過壁厚的10%,通過調(diào)整管材直線度和松緊卡瓦予以改善;管材兩端面間的間隙也不能超過0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不滿足,應(yīng)再次銑削,直到滿足為止。
注:把管材焊接部分的氧化層銑切掉(較大切削厚度為0.5mm)。管的兩端面正好平行(較大偏離為0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接觸弄臟,而且要立刻焊接。)
卓越")
卓越")
卓越")