


聯(lián)系我們

- Q355B工字鋼經(jīng)久耐用
- 球墨鑄鐵管球墨鑄鐵井蓋品質(zhì)服務(wù)誠信為本
- 耐磨鋼板nm500耐磨板適用場景
- 手搖密集柜辦事處-廠家報價
- 防水淋雨試驗(yàn)機(jī),負(fù)載箱高質(zhì)量高信譽(yù)
- 小程序制作小程序搭建維護(hù)為品質(zhì)而生產(chǎn)
- 聲測管型號
- 鋼筋籠滾籠機(jī)鋼筋籠盤絲機(jī)口碑好實(shí)力強(qiáng)
- DR鉛房實(shí)體廠家大量現(xiàn)貨
- 聲測管現(xiàn)貨
- 【耐候板耐候鋼板保障產(chǎn)品質(zhì)量】
- 【蝶式分離機(jī)】滾筒烘干機(jī)專注生產(chǎn)制造多年
- 【熱軋鋼管珩磨無縫鋼管實(shí)體廠家支持定制】
- 精密鋼管珩磨液壓管優(yōu)選原材
- 進(jìn)口耐磨板鍋爐容器壓力鋼板廠家銷售
排水管雨水篦子用的放心
更新時間:2025-02-14 02:17:39 瀏覽次數(shù):13 公司名稱:聊城 建鑫金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 品牌 | 建鑫 |
| 產(chǎn)地 | 聊城 |
| 類型 | 鑄鐵排水管 |
| 可定制 | 是 |
| 范圍 | 廣泛 |
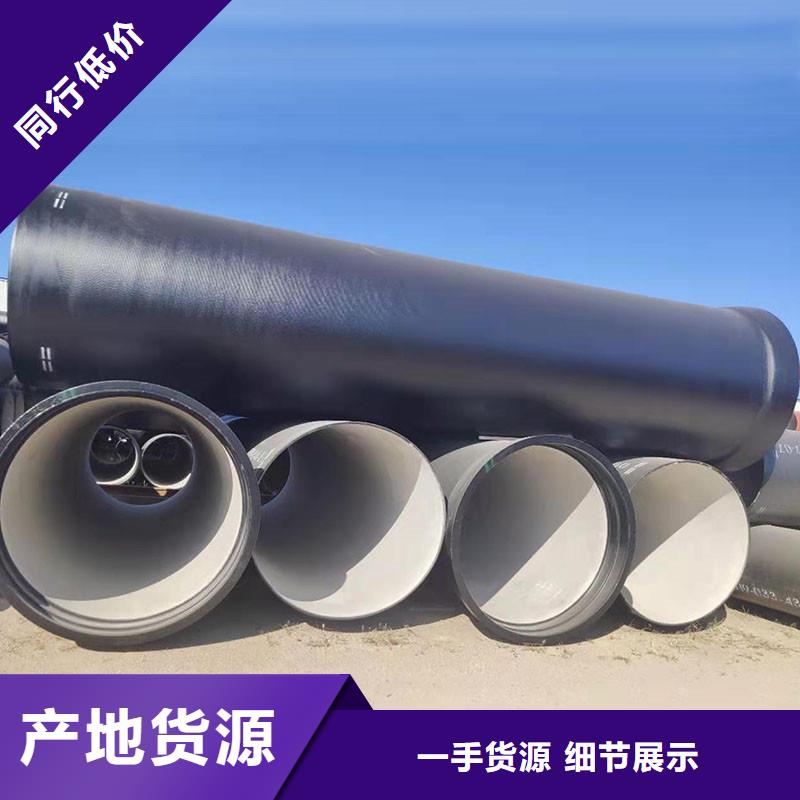


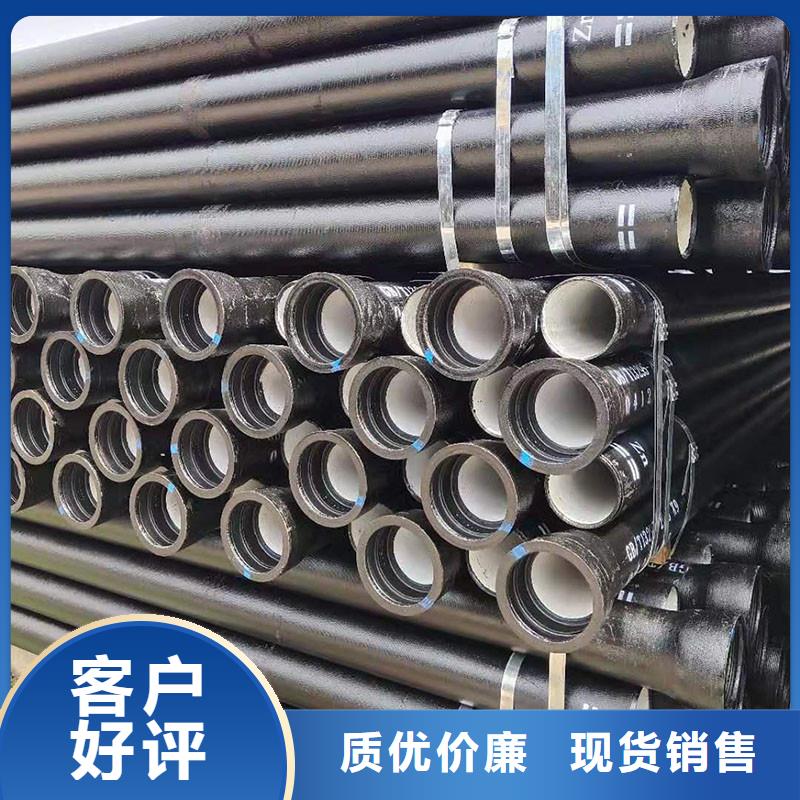

由于新型離心澆注柔性鑄鐵排水管材自身的特性,在目前國內(nèi)高層建筑中被廣泛應(yīng)用,并可替代相關(guān)進(jìn)口產(chǎn)品,并符合建設(shè)部文件選材的要求。可以說它具備了老式承插鑄鐵排水管和塑料排水管的所有優(yōu)點(diǎn),選用此種管材,既節(jié)省了投資,又解決了以往排水管材的缺陷,具有強(qiáng)度高,耐腐蝕,噪音小,抗震防火的特性,較大程度的滿足了使用功能的要求,使室內(nèi)空間布置 化,收到了良好的社會效益與經(jīng)濟(jì)效益。
總之,新型離心澆注柔性鑄鐵排水管材在建筑排水系統(tǒng)中的應(yīng)用處于初級階段,還有許多問題需要進(jìn)一步明確和驗(yàn)證,以上僅是筆者在安裝施工過程中的一點(diǎn)淺見,希望能與有識之士共同探討。


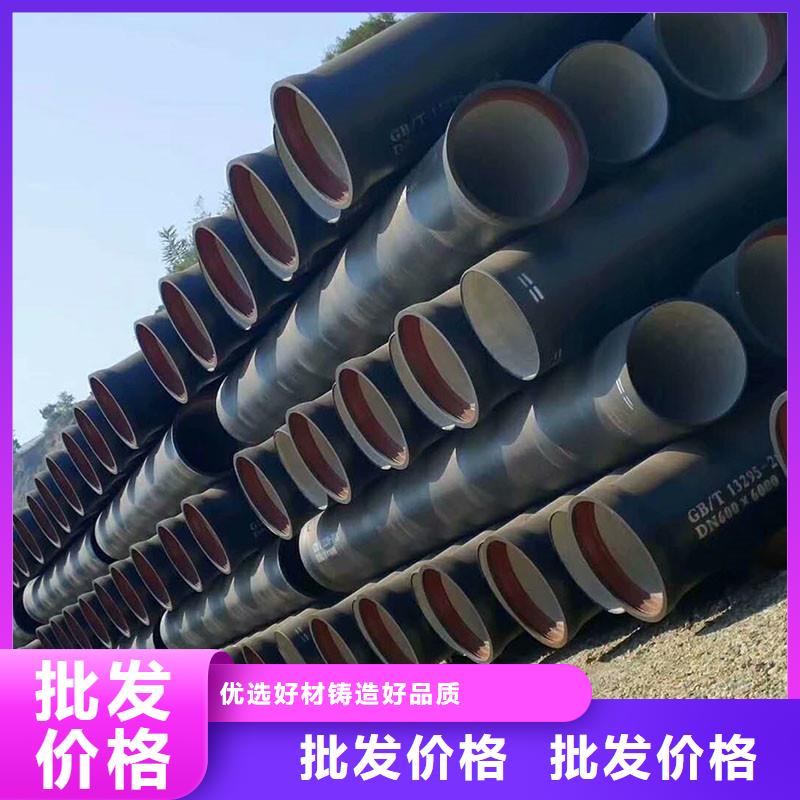
從此以后,球墨鑄鐵開始了大規(guī)模工業(yè)生產(chǎn)。有關(guān)球墨鑄鐵管的使用歷史可以追溯到1668年巴黎郊區(qū)從塞納河至凡爾賽全場約21.14Km的輸鑄鐵排水管水管線,300年的時光流逝,除部分管道和接頭維修更換外,主體至今仍在使用。我國球墨鑄鐵管的現(xiàn)狀及前景 我國的球墨鑄鐵管行業(yè)起步于20世紀(jì)90年代初,在中國城鎮(zhèn)供水協(xié)的大力支持下發(fā)展迅猛
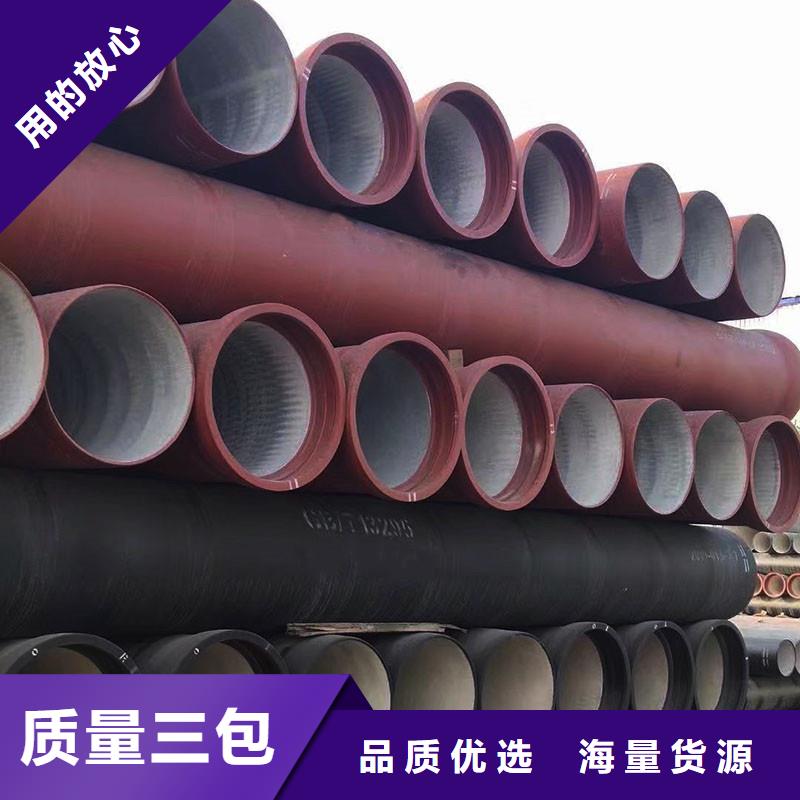
缺點(diǎn)一般不使用在高壓管網(wǎng)(6MPa以上)。由于管體相對笨重,鑄鐵排水管安裝時必須動用機(jī)械。打壓測試后出現(xiàn)漏水,必須把所有管道全部挖出,把管道吊起至能放進(jìn)卡箍的高度,安裝上卡箍阻止漏水。要點(diǎn)編輯1.溝槽開挖溝槽底寬應(yīng)按下式計(jì):B=D1+2(b1+b2)式中:B—管道溝槽底部的開挖寬度(mm) D1



建鑫金屬材料有限公司生產(chǎn)的 云南迪慶方井蓋性價比高,廠家直銷,售后服務(wù)好,如果對我方 云南迪慶方井蓋產(chǎn)品有任何疑問或需要更更多的資料,請盡管來電告知.我們樂意隨時提供服務(wù)。

砂型的緊實(shí)度:若砂型的緊實(shí)度太低或不均勻,鑄鐵排水管 以致澆注后在金屬靜壓力或膨脹力的作用下,產(chǎn)生型腔擴(kuò)大的現(xiàn)象,致使原來的金屬不夠補(bǔ)縮而導(dǎo)致鑄件產(chǎn)生縮孔縮松。
(7)澆冒口及冷鐵:若澆注系統(tǒng)、冒口和冷鐵設(shè)置不當(dāng),鑄鐵排水管不能保證金屬液順序凝固;另外,冒口的數(shù)量、大小以及與鑄件的連接當(dāng)否,將影響冒口的補(bǔ)縮效果。鑄鐵排水管
1.2 防止措施
(1)控制鐵液成分:保持較高的碳當(dāng)量(>3 9%);盡量降低磷含量(<0 08%);鑄鐵排水管降低殘留鎂量(<0 07%);采用稀土鎂合金來處理,稀土氧化物殘余量控制在0 02%~0 04%。
(2)工藝設(shè)計(jì)要確保鑄件在凝固中能從冒口不斷地補(bǔ)充高溫金屬液鑄鐵排水管,冒口的尺寸和數(shù)量要適當(dāng),力求做到順序凝固。
(3)必要時采用冷鐵與補(bǔ)貼來改變鑄件的溫度分布,以利于順序凝固。
(4)澆注溫度應(yīng)在1300~1350℃,一包鐵液的澆注時間不應(yīng)超過25mi鑄鐵排水管n,以免產(chǎn)生球化衰退。
(5)提高砂型的緊實(shí)度,一般不低于90;撞砂均勻,含水率不宜過高,保證鑄型有足夠的剛度
