

航蕭管件
優(yōu)越") 彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產(chǎn)過程中使用的設(shè)備多為通用機(jī)械壓力機(jī)和液壓機(jī),有時(shí)有效使用專用彎曲壓力機(jī),彎頭加工通常使用該液壓設(shè)備,該設(shè)備用三輥軋機(jī)確定圓三點(diǎn),有效地使平板連續(xù)彎曲,使兩個(gè)驅(qū)動(dòng)輥和壓力機(jī).
彎管彎曲方法加工怎樣完成的
在彎頭加工時(shí),調(diào)節(jié)生產(chǎn)中的中壓輥的上下位置,使其與驅(qū)動(dòng)輥的相對(duì)距離在一定程度上有效變化,產(chǎn)品的實(shí)用化正在迅速提高。
目前使用的彎管加工設(shè)備在玻璃成形機(jī)械領(lǐng)域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設(shè)備,包括殼體左側(cè)頂部和底部與支撐板固定連接,由于支撐板數(shù)量為兩個(gè),可以方便地調(diào)節(jié)裝置彎管的直徑,減少大量的人力物力,提彎管高調(diào)節(jié)效率,從而有效提高彎曲管機(jī)械的工作效率,以至在實(shí)際應(yīng)用中發(fā)揮出獨(dú)特的優(yōu)勢(shì),因此滿足了應(yīng)用需求。
在加工彎頭時(shí),對(duì)彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產(chǎn)成本,由于不需要特殊設(shè)備,因此特別適合,現(xiàn)場(chǎng)加工大彎頭其中的管道加工設(shè)備,如今的彎管機(jī),其設(shè)置在機(jī)床上的彎管加工設(shè)備結(jié)構(gòu),設(shè)置在機(jī)床上的送料裝置,機(jī)頂一端設(shè)有頂圓筒,其中彎管加工設(shè)備結(jié)構(gòu)的工具,用于在插入管狀構(gòu)件之后,以固定管狀構(gòu)件的心軸,并固定到氣缸的活塞桿上,目前具有許多優(yōu)點(diǎn)和效果,已得到了實(shí)際的應(yīng)用。
現(xiàn)在使用的導(dǎo)向式新型彎頭加工設(shè)備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導(dǎo)軌沿軸向固定在底盤的上表面的兩側(cè),支架的底部能夠移動(dòng)到導(dǎo)軌上導(dǎo)軌固定在手推車地板上表面兩側(cè)的垂直導(dǎo)軌上,與導(dǎo)軌平行的調(diào)節(jié)螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側(cè)和后側(cè),活動(dòng)通過轎車主軸,現(xiàn)在的導(dǎo)向新型彎頭加工能夠?qū)崿F(xiàn)自動(dòng)進(jìn)給。
彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產(chǎn)過程中使用的設(shè)備多為通用機(jī)械壓力機(jī)和液壓機(jī),有時(shí)有效使用專用彎曲壓力機(jī),彎頭加工通常使用該液壓設(shè)備,該設(shè)備用三輥軋機(jī)確定圓三點(diǎn),有效地使平板連續(xù)彎曲,使兩個(gè)驅(qū)動(dòng)輥和壓力機(jī).
彎管彎曲方法加工怎樣完成的
在彎頭加工時(shí),調(diào)節(jié)生產(chǎn)中的中壓輥的上下位置,使其與驅(qū)動(dòng)輥的相對(duì)距離在一定程度上有效變化,產(chǎn)品的實(shí)用化正在迅速提高。
目前使用的彎管加工設(shè)備在玻璃成形機(jī)械領(lǐng)域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設(shè)備,包括殼體左側(cè)頂部和底部與支撐板固定連接,由于支撐板數(shù)量為兩個(gè),可以方便地調(diào)節(jié)裝置彎管的直徑,減少大量的人力物力,提彎管高調(diào)節(jié)效率,從而有效提高彎曲管機(jī)械的工作效率,以至在實(shí)際應(yīng)用中發(fā)揮出獨(dú)特的優(yōu)勢(shì),因此滿足了應(yīng)用需求。
在加工彎頭時(shí),對(duì)彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產(chǎn)成本,由于不需要特殊設(shè)備,因此特別適合,現(xiàn)場(chǎng)加工大彎頭其中的管道加工設(shè)備,如今的彎管機(jī),其設(shè)置在機(jī)床上的彎管加工設(shè)備結(jié)構(gòu),設(shè)置在機(jī)床上的送料裝置,機(jī)頂一端設(shè)有頂圓筒,其中彎管加工設(shè)備結(jié)構(gòu)的工具,用于在插入管狀構(gòu)件之后,以固定管狀構(gòu)件的心軸,并固定到氣缸的活塞桿上,目前具有許多優(yōu)點(diǎn)和效果,已得到了實(shí)際的應(yīng)用。
現(xiàn)在使用的導(dǎo)向式新型彎頭加工設(shè)備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導(dǎo)軌沿軸向固定在底盤的上表面的兩側(cè),支架的底部能夠移動(dòng)到導(dǎo)軌上導(dǎo)軌固定在手推車地板上表面兩側(cè)的垂直導(dǎo)軌上,與導(dǎo)軌平行的調(diào)節(jié)螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側(cè)和后側(cè),活動(dòng)通過轎車主軸,現(xiàn)在的導(dǎo)向新型彎頭加工能夠?qū)崿F(xiàn)自動(dòng)進(jìn)給。
優(yōu)越") 怒江中頻彎管品質(zhì)優(yōu)越
怒江中頻彎管品質(zhì)優(yōu)越
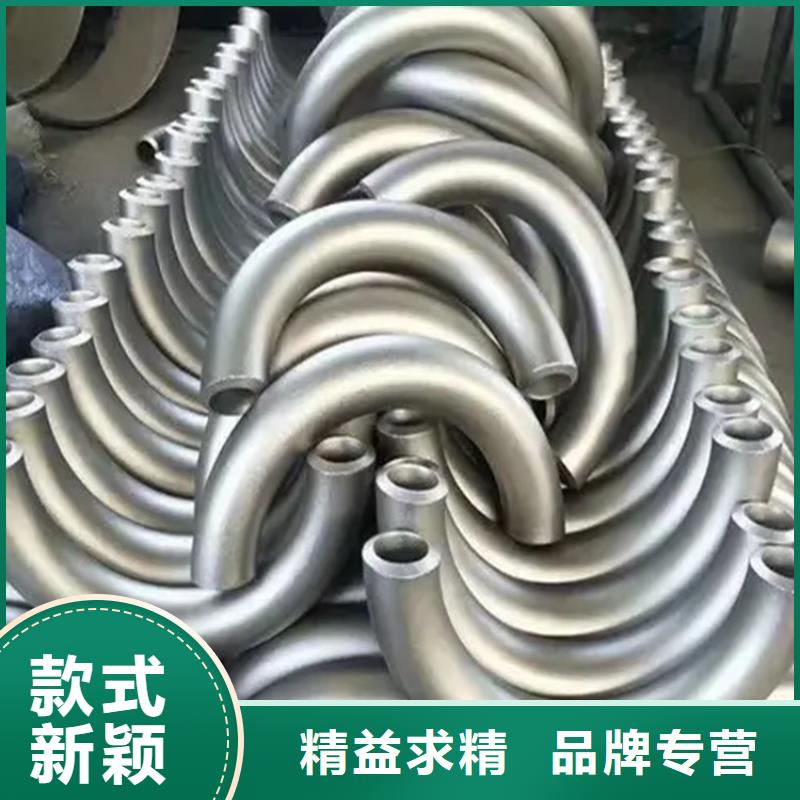
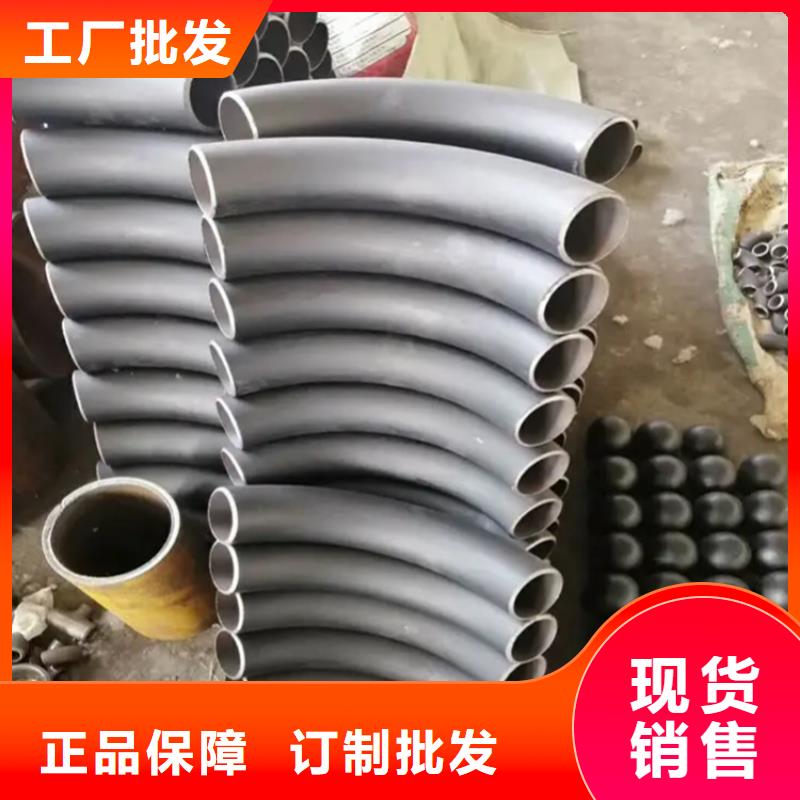
優(yōu)越") 高彎管形狀決定了彎管生產(chǎn)困難。鍛造方法:使用鍛機(jī)將被淘汰管端或部門,減少直徑,常用的類型與旋轉(zhuǎn)鍛壓機(jī),連桿式、輥式。沖壓的方法:用錐形穿孔管的核心終擴(kuò)大到所需的大小和形狀。輥方法:放置在管芯,周邊與輪式推動(dòng),用于圓形邊緣處理。軋制方法:一般不需要軸,適用于厚壁管在圓形的邊緣。形成方法:常用的有三種方法,一種方法稱為拉伸方法,另一種方法叫做沖壓方法,第三是輥方法我們知道的更多,有三個(gè)或四個(gè)輥,輥、調(diào)整輥,兩個(gè)固定調(diào)整固定輥距離,完成管道彎曲。該方法的廣泛應(yīng)用,如果生產(chǎn)螺旋管,曲率可以增加。不斷膨脹的方法:一個(gè)是放置在管橡膠、穿孔、壓縮、膨脹管形成。
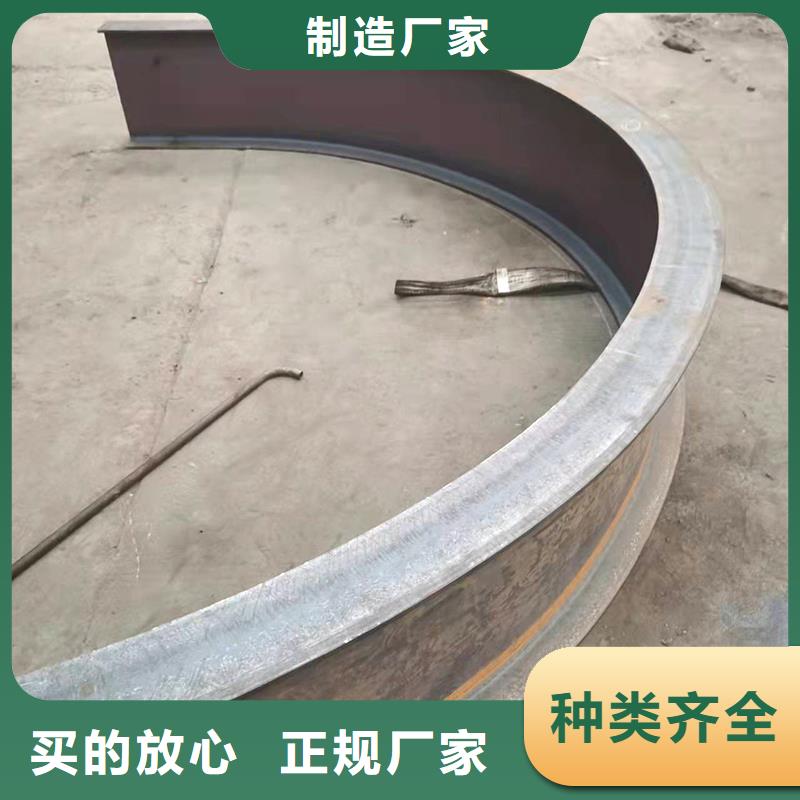
高彎管形狀決定了彎管加工生產(chǎn)困難,其中困難的對(duì)稱點(diǎn)三通高彎曲管生產(chǎn)是需要技術(shù)含量的,高生產(chǎn)彎管的基礎(chǔ)上,我們看到我們的制造商生產(chǎn)過程嚴(yán)格堅(jiān)持選擇的鋼坯,鋼坯加熱維持一個(gè)恒定的溫度,給我們高彎曲管帶來了嚴(yán)格的質(zhì)量保證。在這樣一個(gè)嚴(yán)格的保證,確保我們高彎曲管管道建設(shè)項(xiàng)目的他應(yīng)該扮演一個(gè)角色,可以確保本廠管道施工質(zhì)量的辦法。
高彎管形狀決定了彎管生產(chǎn)困難。鍛造方法:使用鍛機(jī)將被淘汰管端或部門,減少直徑,常用的類型與旋轉(zhuǎn)鍛壓機(jī),連桿式、輥式。沖壓的方法:用錐形穿孔管的核心終擴(kuò)大到所需的大小和形狀。輥方法:放置在管芯,周邊與輪式推動(dòng),用于圓形邊緣處理。軋制方法:一般不需要軸,適用于厚壁管在圓形的邊緣。形成方法:常用的有三種方法,一種方法稱為拉伸方法,另一種方法叫做沖壓方法,第三是輥方法我們知道的更多,有三個(gè)或四個(gè)輥,輥、調(diào)整輥,兩個(gè)固定調(diào)整固定輥距離,完成管道彎曲。該方法的廣泛應(yīng)用,如果生產(chǎn)螺旋管,曲率可以增加。不斷膨脹的方法:一個(gè)是放置在管橡膠、穿孔、壓縮、膨脹管形成。
高彎管形狀決定了彎管加工生產(chǎn)困難,其中困難的對(duì)稱點(diǎn)三通高彎曲管生產(chǎn)是需要技術(shù)含量的,高生產(chǎn)彎管的基礎(chǔ)上,我們看到我們的制造商生產(chǎn)過程嚴(yán)格堅(jiān)持選擇的鋼坯,鋼坯加熱維持一個(gè)恒定的溫度,給我們高彎曲管帶來了嚴(yán)格的質(zhì)量保證。在這樣一個(gè)嚴(yán)格的保證,確保我們高彎曲管管道建設(shè)項(xiàng)目的他應(yīng)該扮演一個(gè)角色,可以確保本廠管道施工質(zhì)量的辦法。
優(yōu)越") 航蕭管件
數(shù)控液壓彎管機(jī)的工作原理
1.數(shù)控液壓彎管機(jī)機(jī)械部分主要由專管夾緊裝置.彎管傳動(dòng)裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉(zhuǎn)動(dòng),管子就被纏繞在彎管模的周向上,彎管模的旋轉(zhuǎn)角度 即為彎曲角度,在同一根管件上可以實(shí)現(xiàn)同半徑三維多彎,主要有直線送料.空間轉(zhuǎn)角以及彎管三大動(dòng)作,在完成個(gè)彎管角度后,管件送到下一個(gè)彎曲位置并連過一空間轉(zhuǎn)角,在進(jìn)行下一個(gè)彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機(jī)控制系統(tǒng)的應(yīng)用,克服了由繼電接觸器控制系統(tǒng)容易受環(huán)境干擾.故障率高和維修困難等缺陷。
航蕭管件
數(shù)控液壓彎管機(jī)的工作原理
1.數(shù)控液壓彎管機(jī)機(jī)械部分主要由專管夾緊裝置.彎管傳動(dòng)裝置.助推裝置.床身以及彎管模等組成。
2.彎管原理如下:彎管模固定在在主軸上并隨主軸一起轉(zhuǎn)動(dòng),管子就被纏繞在彎管模的周向上,彎管模的旋轉(zhuǎn)角度 即為彎曲角度,在同一根管件上可以實(shí)現(xiàn)同半徑三維多彎,主要有直線送料.空間轉(zhuǎn)角以及彎管三大動(dòng)作,在完成個(gè)彎管角度后,管件送到下一個(gè)彎曲位置并連過一空間轉(zhuǎn)角,在進(jìn)行下一個(gè)彎,即可得到相同彎曲半徑的空間彎管,彎管模決定了管件的彎曲半徑。
3.PLC在液壓彎管機(jī)控制系統(tǒng)的應(yīng)用,克服了由繼電接觸器控制系統(tǒng)容易受環(huán)境干擾.故障率高和維修困難等缺陷。
優(yōu)越")
您的位置>首頁 >怒江當(dāng)?shù)匦袠I(yè)新聞News >