


江西贛州市研磨管如何選擇
<贛州>九冶管業(yè)有限公司

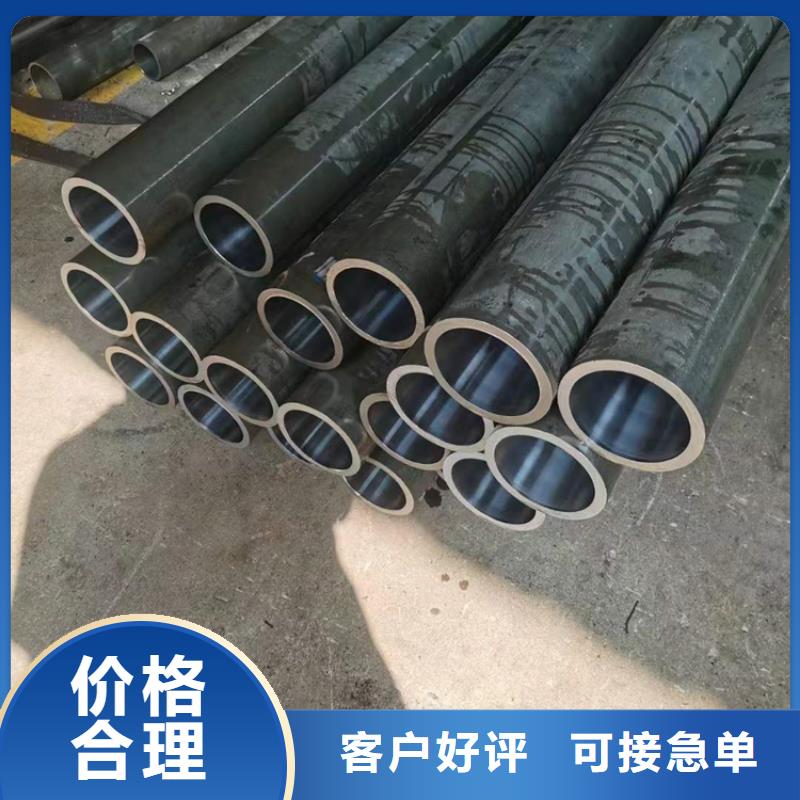
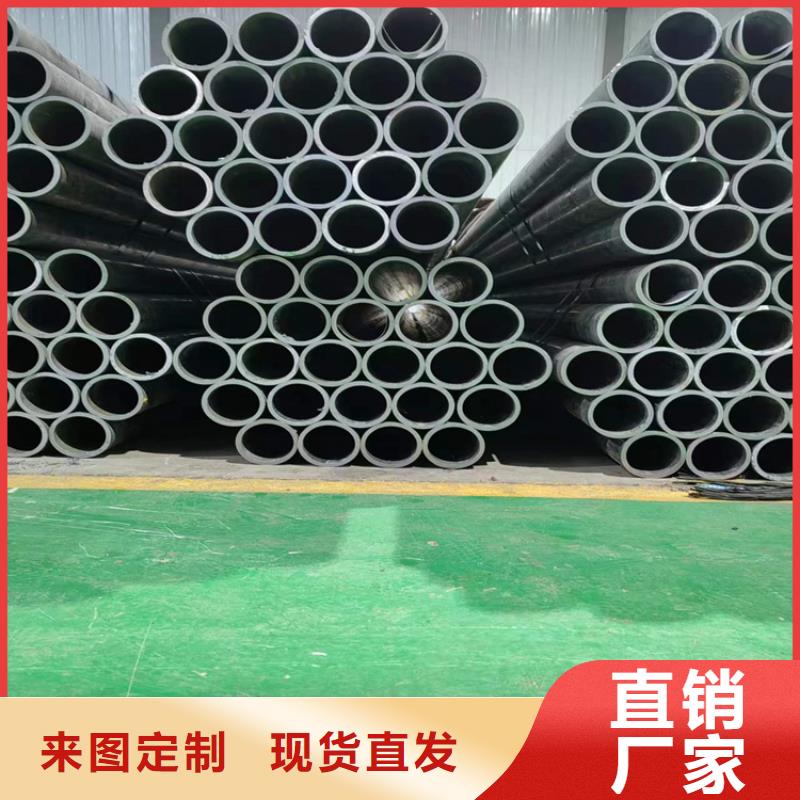
熱軋鋼管珩磨,珩磨管用連鑄板坯或初軋板坯作原料,經(jīng)步進(jìn)式加熱爐加熱,高壓水除鱗后進(jìn)入粗軋機(jī),粗軋料經(jīng)切頭、尾、再進(jìn)入精軋機(jī),實(shí)施計(jì)算機(jī) 控制軋制,終軋后即經(jīng)過層流冷卻和卷取機(jī)卷取、成為直發(fā)卷。直發(fā)卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內(nèi)徑為760mm。(一般制管行業(yè)喜歡使用。)將直發(fā)卷經(jīng)切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產(chǎn)品。熱軋精整卷若經(jīng)酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。該產(chǎn)品有局部替代冷軋板的趨向,無縫鋼管價(jià)格適中,深受廣大用戶喜愛。 冷拔鋼管用熱軋鋼卷為原料,經(jīng)酸洗去除氧化皮后進(jìn)行冷連軋,其成品為軋硬卷,由于連續(xù)冷變形引起的冷作硬化使軋硬卷的強(qiáng)度、硬度上升、韌塑指標(biāo)下降,因此沖壓性能將惡化,只能用于簡(jiǎn)單變形的零件。軋硬卷可作為熱鍍鋅廠的原料,因?yàn)闊徨冧\機(jī)組均設(shè)置有退 火線。
有一種過程控制方法能縮短珩磨時(shí)間,珩磨管易于讓在整個(gè)齒面上保持理論上的線接觸。因此減少了磨具與工件的點(diǎn)接觸。盡管這可能有悖于產(chǎn)生較大殘余壓應(yīng)力的要求,但應(yīng)力依然會(huì)使之保持理論線接觸。連續(xù)改變接觸條件會(huì)產(chǎn)生良好的動(dòng)態(tài)特性,不會(huì)因擺動(dòng)角度使機(jī)床部件產(chǎn)生嚴(yán)重顫振。珩磨過程中,單面線接觸珩磨時(shí)這類動(dòng)態(tài)特性會(huì)對(duì)機(jī)床產(chǎn)生嚴(yán)重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產(chǎn)中,數(shù)控珩磨機(jī)由此而引發(fā)的對(duì)珩磨過程中利用機(jī)床運(yùn)動(dòng)鏈實(shí)施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關(guān)于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個(gè)以上的齒在保持接觸。這就表示珩齒過程是一種連續(xù)接觸的轉(zhuǎn)動(dòng)過程。這是使齒輪低噪聲運(yùn)行的一項(xiàng)很重要的決定性因素。
 <贛州>九冶管業(yè)有限公司
江西贛州市研磨管如何選擇
<贛州>九冶管業(yè)有限公司
江西贛州市研磨管如何選擇