

聯系我們

Q345C方管廠家大型場館項目
更新時間:2025-01-12 17:39:03 瀏覽次數:5 公司名稱:聊城 杰達通鋼管有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 1 |
| 質量等級 | 高等 |
| 是否廠家 | 產 |
| 產品材質 | Q355B |
| 產品品牌 | 杰達通 |
| 產品規格 | 規格全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬色 |
| 外形尺寸 | 方形 |
| 適用領域 | 機械加工、船舶用、農機骨架、鋼結構 |
| 是否進口 | 否 |
| 長度 | 1-12米 |
| 厚度 | 1-25mm |
| 配送服務 | 送貨上門 |
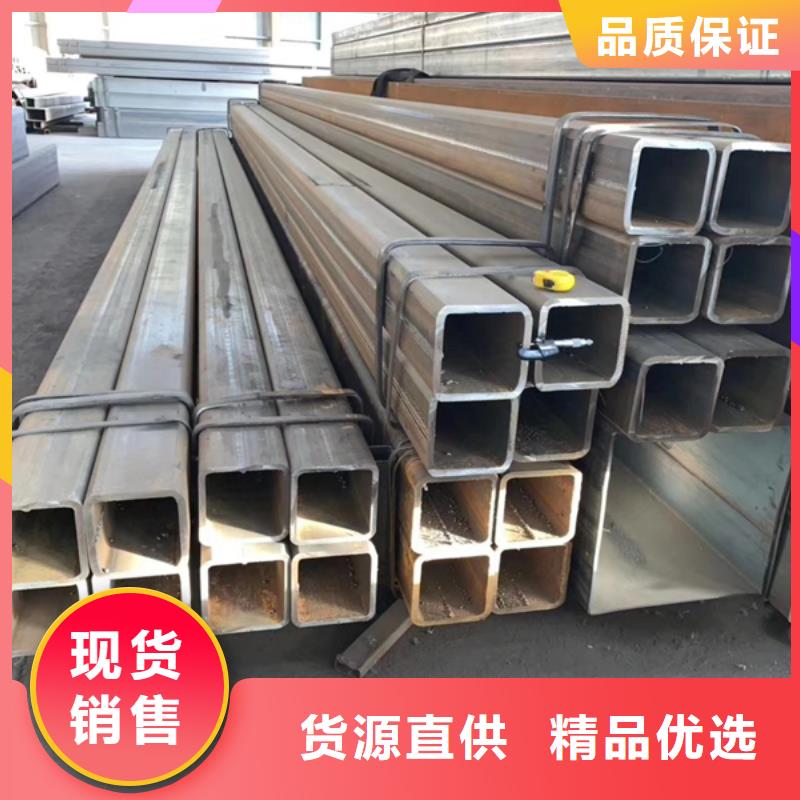








承德方管通常來說就是方形的管材,它和鋼管主要的卻別就是一個是圓形的,一個是方形的,它可以用很多的材料制成,不同材料制作的承德方管用途也不相同,承德方管和圓形管材的制作工藝類似,都是經過拆包,平整,卷曲,焊接形成承德方管,然后在根據需求剪切不同的長度。承德方管按照用途可以分為結構承德方管,裝飾承德方管,建筑承德方管,機械承德方管等。 承德方管的基本知識
承德方管是一種方形截面的冷彎型鋼材,它是以Q235熱軋或冷軋帶鋼或卷板為母材經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的型鋼。熱軋厚壁承德方管除壁厚增厚外情況,其角部尺寸和邊部平直度均達到甚至超過電阻焊冷成型承德方管的水平。承德方管的價格主要根據鋼材的價格和制作的工藝走,不同的材料和制作工藝價格不同,同時價格也受到多方面因素的影響,所以管材行業價的價格是經常變動的。 承德方管的基本知識
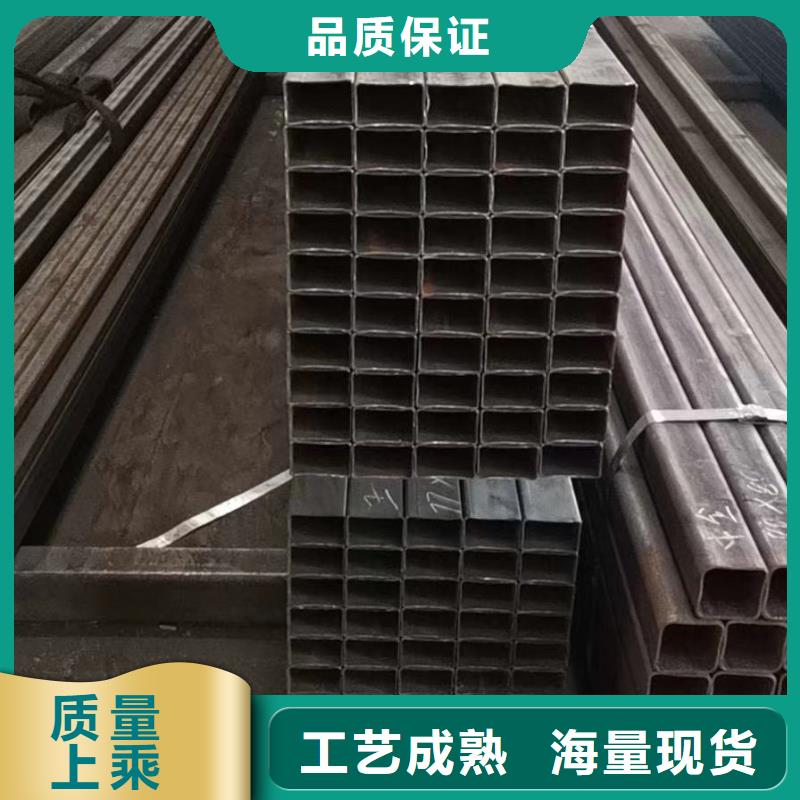
承德方管目前的用途很廣泛,是 建設比不可少的一種材料,主要用于建筑,機械制造,造船,發電,汽車等一大批工業和機械制品上,但是其主要的用途還是體現在建筑行業上。
鍍鋅承德方管的生產加工和應用,在歷經很多年的社會經驗中早已慢慢建立了相對應的方式,冷鍍鋅管因商品缺點慢慢撤出了應用的演出舞臺。熱鍍鋅鋼管是使熔化金屬材料與鐵基材反映而造成鋁合金層,進而使基材和涂層二者緊密結合。熱浸鍍鋅是先將方鋼管開展酸洗鈍化,為了很好地除去方鋼管表層的化合物,酸洗鈍化后,根據氯銨或氯化鎂溶液或氯銨和氯化鎂混和溶液槽中開展清理,隨后送進熱浸鍍槽中。熱浸鍍鋅具備涂層勻稱,粘合力強,使用期限長等優勢。鍍鋅承德方管的主要作用知識
熱鍍鋅承德方管基材與熔化的鍍液產生繁雜的物理學、化學變化,產生抵腐蝕的構造密切的鋅一有色金屬層。鋁合金層與純鋅層、方鋼管基材融為一體,所以抵腐蝕工作能力強。鍍鋅承德方管的主要作用知識,而冷鍍鋅承德方管熱鍍鋅層是電鍍工藝層,鋅層與方鋼管基材單獨分層次。鋅層較薄,鋅層簡易粘附在方鋼管基材上,非常容易掉下來。所以耐蝕性會差,因此在新創建住房中,嚴禁應用冷鍍鋅承德方管做為排水管道。

承德16Mn方管實彎,顧名思義是壓實了彎折,16Mn方管實彎時內外輥與管坯內外壁雙向壓實。
16Mn方管實彎的優點是反彈小,成型準確,而且只要輥型準確,16Mn方管內角成型的R比較準確。16Mn方管實彎的缺點是有拉伸/減薄效應。 ,實彎會使彎折處產生拉伸,拉伸效應使彎折線縱向的長度縮短; 第二,實彎彎折處金屬會因拉伸而變薄。16Mn方管空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,16Mn方管空彎會使彎折線產生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現堆積變厚,這就是空彎的壓縮/增厚效應。16Mn方管空彎的優點是可以在無法進行16Mn方管實彎時進行邊長的彎折,比如16Mn方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內角而不致管壁發生斷裂。16Mn方管空彎的缺點是在上邊/側邊同步空彎時,由于上輥和下輥同時產生壓力,16Mn方管成型力容易超越臨界點,造成邊部失穩內凹,并且也會影響到機組穩定運行和成型質量。這也是16Mn方矩管和16Mn方管圓管空彎成型時不同的特點。
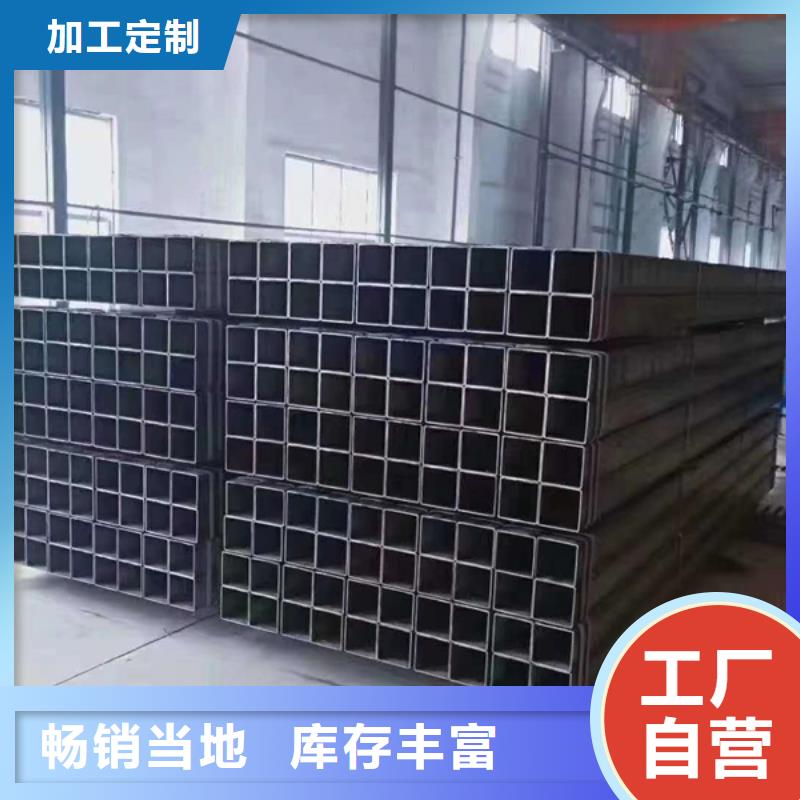
承德16Mn方管原為方管中的一種材質。過去方管材質的一種叫法。現在的稱法為Q345B方管。因16Mn方管,所代表的為這種方管中的碳的含量在0.16%左右。而Mn單獨提出來,是因為五大元素(碳C,硅Si,錳Mn,磷P,硫S)中,錳的含量高,才單獨提出來。大約在1.20-1.60%左右。16Mn屬低合金鋼板系列,在此系列中,為普通材質,或者牌號的鋼板。根據特殊的要求,可以對鋼板進行一些特殊的處理:熱處理和Z向性能。熱處理:控軋,正火等等。Z向性能:Z15,Z25,Z35。主要特性:綜合性能好,低溫性能好,泠沖壓性能,焊接性能和可切削性能好。應用舉例:礦山,運輸,化工等各種機械。
承德焊接方管層焊縫必須焊透,保證背面成形良好;焊接電流、電弧電壓、送絲速度和焊接速度等可根據設備型號調節。焊接方管焊接順序減少變形矩形,焊接順序應該按照以下原則:先從焊接方管中間向兩邊對稱分層分段焊接,這樣有利于應力擴散和釋放,避免了在焊接方管焊接生產復雜的應力,通過擺動焊接,焊接在開始形成的狹窄區內的塑性變形只發生一次,因為連續的擺動焊接和熱量的輸入,使焊接方管加熱面積過大,壓縮塑性變形引起的面積大,所以焊接的收縮變形較大,分層分段焊接的時候,因為每一節都是很小的,熱量也很小,每一層又分為若干段,所以每一焊的跳焊,基本上都是在冷板溫度場上重建的,每次在焊接方管狹窄的塑性變形去相應的分層直焊接縱向收縮率小,而不是通過連續時間的填充擺動使焊接變形小。