

走進(jìn)真實(shí)的場(chǎng)景,感受產(chǎn)品的獨(dú)特魅力!我們的滾壓管液壓油缸管生產(chǎn)廠家讓客戶(hù)買(mǎi)的放心視頻將帶您深入了解產(chǎn)品的每一個(gè)細(xì)節(jié),讓您對(duì)其優(yōu)點(diǎn)和特點(diǎn)一目了然。
以下是:江蘇連云港滾壓管液壓油缸管生產(chǎn)廠家讓客戶(hù)買(mǎi)的放心的圖文介紹

廠家讓客戶(hù)買(mǎi)的放心")
液壓機(jī)械(連云港市分公司)作為一家集研發(fā)、生產(chǎn)和銷(xiāo)售于一體的企業(yè),在 液壓油缸管行業(yè)近10年以來(lái)不管是在 液壓油缸管的生產(chǎn),還是技術(shù)應(yīng)用上都積累了豐富的經(jīng)驗(yàn)。 液壓油缸管質(zhì)量?jī)?yōu)異,售后服務(wù)周到,深受廣大用戶(hù)好評(píng)。
廠家讓客戶(hù)買(mǎi)的放心")
廠家讓客戶(hù)買(mǎi)的放心")
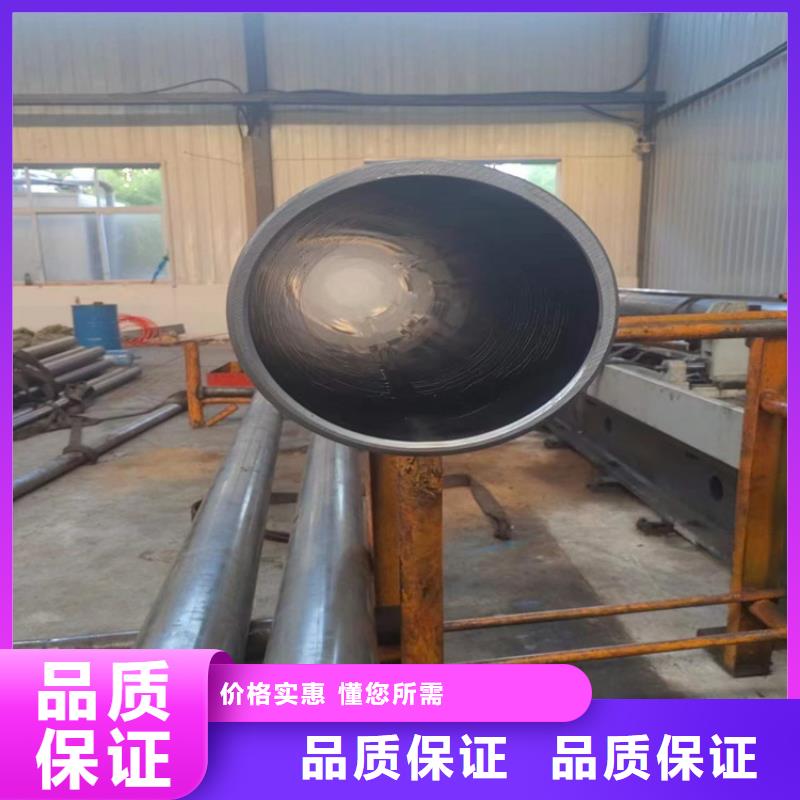
江蘇連云港珩磨管油缸管絎磨管絎磨管的優(yōu)點(diǎn)主要有以下幾點(diǎn):
1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%。
5、提高配合質(zhì)量,減少磨損,延長(zhǎng)零件使用壽命,但零件的加工費(fèi)用反而降低。
在工藝上絎磨工藝就是珩磨機(jī)進(jìn)行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時(shí)珩磨時(shí)利用珩磨頭圓周上的一條或多條油石,同時(shí)使珩磨頭旋轉(zhuǎn)和往復(fù)運(yùn)動(dòng),零件不動(dòng);或珩磨頭只作旋轉(zhuǎn)運(yùn)動(dòng),工件來(lái)回運(yùn)動(dòng),實(shí)現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對(duì)工件表面施加適量的壓力,硬度和強(qiáng)度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管
廠家讓客戶(hù)買(mǎi)的放心")
廠家讓客戶(hù)買(mǎi)的放心")
廠家讓客戶(hù)買(mǎi)的放心")
廠家讓客戶(hù)買(mǎi)的放心")
江蘇連云港珩磨管油缸管絎磨管鋼材不同,珩磨管淬火裂紋發(fā)生的幾率也不同。一般說(shuō),鋼材含碳量越高或Cr、Mo含量越高,越容易發(fā)生淬裂。下圖表示水淬時(shí)淬裂傾向與鋼的化學(xué)成分的關(guān)系。圖中所示指數(shù)的負(fù)值越高,即為淬裂傾向越大。由于各種鋼材的淬裂傾向不同,在設(shè)計(jì)零件時(shí)應(yīng)根據(jù)性能要求,根據(jù)淬透性和脆硬性,從工藝和經(jīng)濟(jì)等角度綜合分析和選擇鋼材。化學(xué)成分與淬裂的關(guān)系(水淬)3.2 珩磨管淬火零部件 機(jī)械零件的設(shè)計(jì)往往主要考慮材料的力學(xué)性能而忽略熱處理工藝性能。有些零件從材料強(qiáng)度上看可能很合理,但從熱處理工藝角度分析,其形狀尺寸可能是不適當(dāng)?shù)摹榱朔乐沽慵阽衲ス艽慊鸺崩渲虚_(kāi)裂,應(yīng)設(shè)法使其均熱均冷,均縮均脹。為此,在零件設(shè)計(jì)中要注意兩點(diǎn):(1)斷面要均勻;(2)沒(méi)有缺口效應(yīng)。良好的設(shè)計(jì)要求截面厚度均勻、形狀對(duì)稱(chēng)、平滑過(guò)渡和加開(kāi)工藝孔。對(duì)于形狀復(fù)雜、尺寸較大(大于400mm)的大型凹模及薄而長(zhǎng)的凸模,應(yīng)采用分離鑲拼結(jié)構(gòu),變繁為簡(jiǎn),化大為小,變模具內(nèi)表面為外表面,既便于冷熱加工,又可以有效降低淬裂傾向,提高產(chǎn)品合格率。滾壓管
廠家讓客戶(hù)買(mǎi)的放心")
廠家讓客戶(hù)買(mǎi)的放心")
點(diǎn)擊查看液壓機(jī)械(連云港市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
