


聯(lián)系我們

- 脫水篩錘式制砂機(jī)激振器脫水篩
- 水下檢查公司專業(yè)潛水服務(wù)2025已更新(今日/團(tuán)隊(duì))
- 重信譽(yù)橋梁燈光欄桿批發(fā)廠家
- 批發(fā)道路不銹鋼護(hù)欄_誠(chéng)信企業(yè)
- 供水DN350球墨鑄鐵管廠家最優(yōu)惠
- 35SiMn鋼板
- 寶鋼B50A470
- 優(yōu)質(zhì)新型防撞護(hù)欄生產(chǎn)廠家
- 不銹鋼井蓋供不應(yīng)求
- 201外敷不銹鋼復(fù)合管種類
- 智能公交站臺(tái)候車亭 仿古候車亭制作 不銹鋼候車亭定制 戶外太陽(yáng)能候車亭 鄉(xiāng)鎮(zhèn)復(fù)古候車亭 新款智能電子系統(tǒng)候車亭 城市道路公交候車亭 公園巴士候車亭 不銹鋼候車亭廠家 鄉(xiāng)村簡(jiǎn)約不銹鋼候車亭 滾動(dòng)燈箱公交候車亭 智慧公交站臺(tái)候車亭 景區(qū)巴士候車亭 建設(shè)道路候車亭 城鎮(zhèn)公交候車亭 新款不銹鋼候車亭 廣告燈箱候車亭 智能垃圾桶候車亭 新款智能自動(dòng)報(bào)站候車亭為您介紹
- 樂東縣卡通人偶服裝制作定做廠家,玩偶娃娃花色多
- 戶外導(dǎo)視牌標(biāo)識(shí)放心選擇
- 電動(dòng)密集架哪家買【鑫武】
- 高效抗裂纖維施工電話
寧都方管加工定制
更新時(shí)間:2025-02-11 00:03:38 瀏覽次數(shù):9 公司名稱:南昌 角鋼槽鋼工字鋼無縫鋼管不銹鋼板贛達(dá)金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費(fèi)說明 | 面談 |


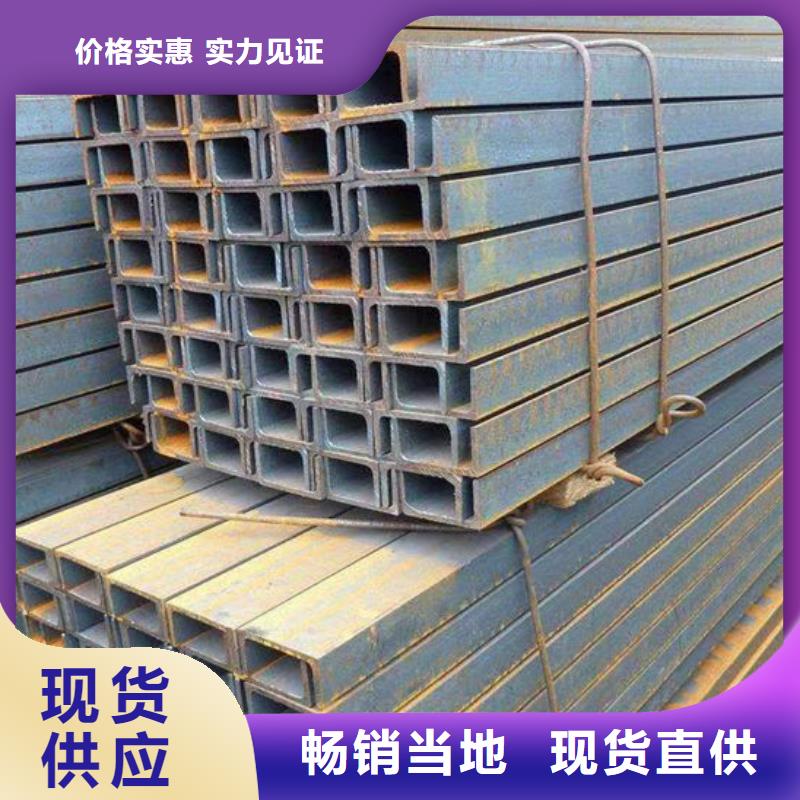







前兩天介紹了方管的一些基本概念,大家也對(duì)方管有了一些了解,今天就給大家聊一聊鍍鋅方管的焊接手法和普通管材的區(qū)別。鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進(jìn)行集中控制緩解行業(yè),需要注意的是要認(rèn)真處理鋼材好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會(huì)很小;如果采用前后往返運(yùn)條技術(shù),一般為1.5~2.5mm;為了減少鋅對(duì)焊縫的滲透,采用了集中打坡口行業(yè)不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預(yù)計(jì),可大大減少液體鋅留在焊縫中。在焊角焊縫時(shí),更可以得到無缺陷的焊接質(zhì)量。焊接工藝控制方管的焊前準(zhǔn)備與一般的低碳鋼是相同的,兩層焊接工藝鍍鋅方管的鋼材焊接手法和普通方管相同,減少了未焊透的可能性。
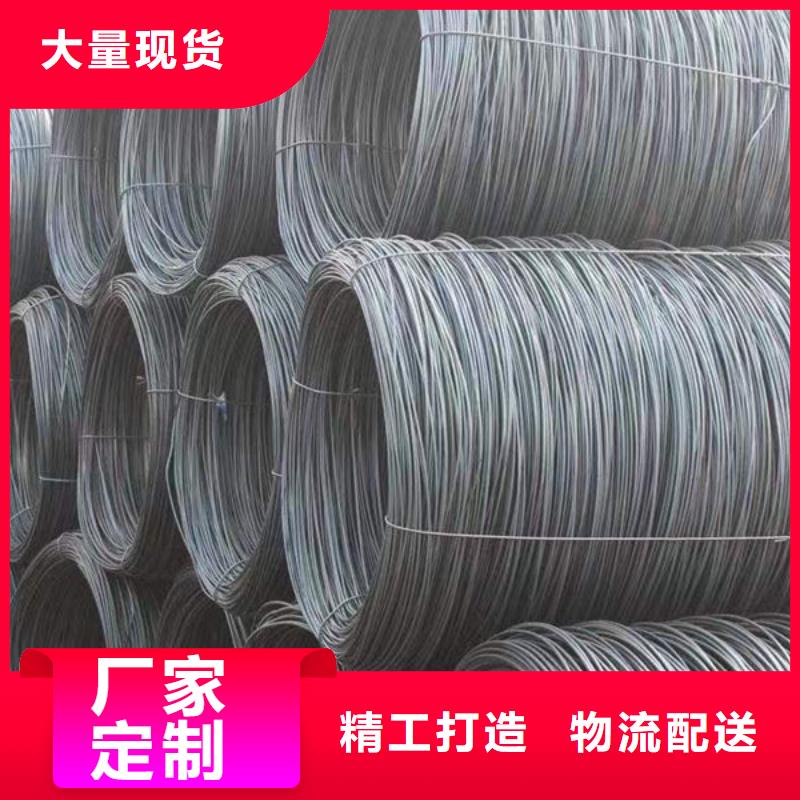
螺旋鋼管常用于流體輸送和氣體輸送,管道經(jīng)常需要埋地、水下或者架空施工,鋼管易腐蝕的特性和管道的施工應(yīng)用環(huán)境,決定了螺旋鋼管防腐不到位的話,既影響管道使用壽命,甚至?xí)黄瓠h(huán)境污染、火災(zāi)、爆炸等災(zāi)難性事故。當(dāng)下,幾乎所有的螺旋鋼管應(yīng)用項(xiàng)目都會(huì)對(duì)管道進(jìn)行防腐技術(shù)處理,以保證螺旋鋼管的使用壽命和管道項(xiàng)目的性、環(huán)保型。螺旋鋼管的防腐性能,還會(huì)影響到管道項(xiàng)目的經(jīng)濟(jì)型與維護(hù)成本。螺旋鋼管的防腐工藝,根據(jù)使用用途、防腐工藝的不同,目前形成了非常成熟的防腐體系。對(duì)于螺旋鋼管鋼材防腐的方式選擇,需要考慮應(yīng)用領(lǐng)域、施工環(huán)境、成本預(yù)算等多個(gè)因素,如果您在采購(gòu)過程中對(duì)于具體的防腐工藝有疑問,可以隨時(shí)與我們溝通。
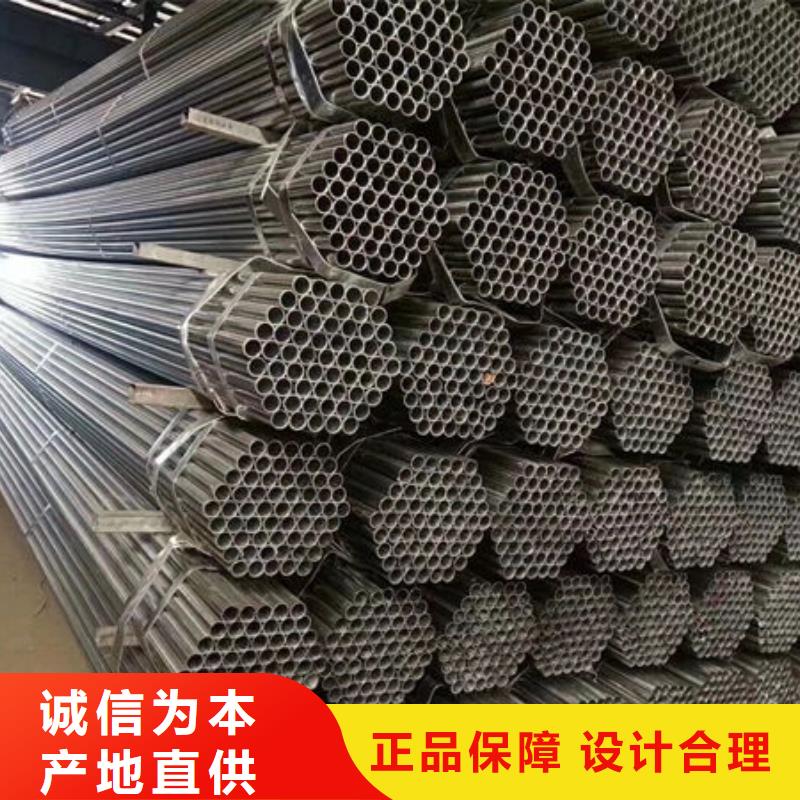
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進(jìn)入生產(chǎn)線后,首先進(jìn)行全板超聲波檢驗(yàn)。2. 銑邊:通過銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀。3. 預(yù)彎邊:利用預(yù)彎?rùn)C(jī)進(jìn)行板邊預(yù)彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過多次步進(jìn)沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預(yù)焊:使成型后鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接。6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內(nèi)側(cè)進(jìn)行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側(cè)進(jìn)行焊接。 超聲波檢驗(yàn)對(duì)螺旋鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查。8. X射線檢查:對(duì)內(nèi)外焊縫進(jìn)行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度。9. 擴(kuò)徑:直縫管全長(zhǎng)進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài)。
螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開裂。如間隙過小則造成鄰近效應(yīng)增大,焊接熱量過大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬?gòu)?qiáng)度下降,受力后會(huì)產(chǎn)生開裂;如果擠壓力過大,將會(huì)使熔融狀態(tài)的金屬被擠出焊縫,不但降低了鋼材焊縫強(qiáng)度,而且會(huì)產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。