


興安k9DN100球墨鑄鐵管現場安裝 <興安>鵬瑞管業有限公司
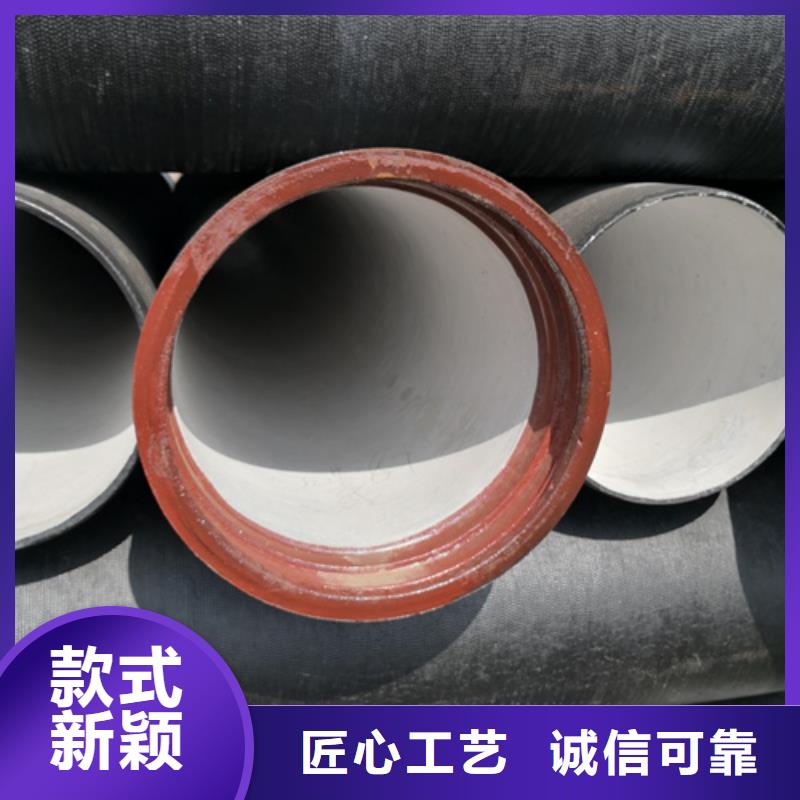
興安k9DN100球墨鑄鐵管現場安裝
球墨鑄鐵管與其它管材相比,具有較高的抗內力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運行系數大等優點。近年來,在鑄鐵材料市場上發展勢頭迅猛。 這種材質生產中較易出現裂紋、重皮、夾渣三種質量問題。裂紋產生與離心澆注過程產生,澆注制度不合理產生;重皮與澆注溫度、澆注轉速有關;夾渣與金屬化學元素含量、扒渣處理有關。 和控制措施是: 1、改進離心設備,有效裂紋 減少鐵液在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內表面用量為20-30g/m2。控制好水冷金屬型離心機冶煉工藝參數。 離心機要防止流槽振動造成鐵液濺出現象,承口砂芯要安放合適,避免產生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應控制在0.8-1.2%為宜。離心機機殼內采用均勻布置圓弧形噴淋冷卻管,且分段設置,并避免各段的冷卻水相互影響。 2、優化工藝參數,減少管身重皮 合理控制澆注溫度和機身冷卻水進出口溫度,縮短兩次澆鑄之間的間隔時間。控制機身冷卻水進口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應防止過高的澆鑄轉速,調整適宜的翻包速度和主機走速;確保管模的打點的深度為0.25-0.3mm、直徑為4-5mm、點與點邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產生,應控制W(S)<0.02%;適當提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應措施,球墨鑄鐵管的質量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。

 <興安>鵬瑞管業有限公司
<興安>鵬瑞管業有限公司
興安k9DN100球墨鑄鐵管現場安裝
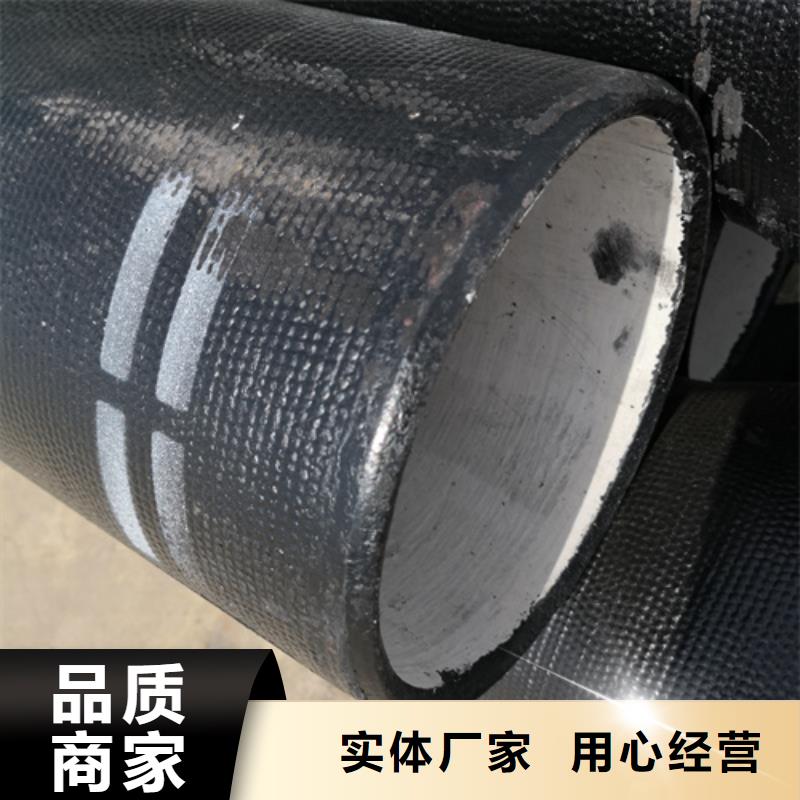
氣密性檢測是球墨鑄鐵管生產和使用過程中必不可少的工序,是保證產品質量,生產的重要工序氣體泄漏的檢測包括有毒氣體的泄漏檢測、可燃氣體的泄漏檢測以及氣密性檢測。前兩者多半可以通過化學傳感器的方法來進行檢測 通常是在元件或系統使用過程中進行檢測。如果有合適的傳感器 其方法相對簡單。本文中介紹的氣密性檢測 一般是在元件或系統制造過程中進行檢測,通常需要定量檢測 而且要求快速、大量地在生產現場進行。青島球墨鑄鐵管道采用180度素砼壁護。氣密性檢測需要在鑄鐵管上覆土,如果出現滲漏,又需要將土清理,破素砼等繁瑣工作,這樣不可避免的要影響工程進度,在常見的項目實施方法中,我們一般采取以下方式進行球墨鑄鐵管的氣密性檢查:氣密性檢測的常用方法有氣泡法,涂抹法,化學氣體示蹤檢漏法,壓力變化法,流量法,超聲波法等等。傳統的檢測泄漏方法多采用氣泡法和涂抹法。氣泡法是將工件浸入水中,充入壓縮空氣,然后在一定時間內收集從中泄漏出來的氣泡以測出泄漏量。涂抹法是在內部充有一定氣壓的工件表面涂抹肥皂水一類的易產生氣泡的液體,觀察產生氣泡的情況以檢測泄漏量的大小。這兩種方法操作簡單,能直接觀察到泄漏的部位和泄漏情況,但由于事先不知道工件泄漏的部位和幾處泄漏,難以收集全氣泡,影響測量的準確性;其次,對于體積大、笨重、外表面復雜的零件,氣泡附著于零件底部和褶皺處而不易觀察;測試完后需要對工件進行清掃干燥處理,無法實現自動、定量測漏。