





甘肅嘉峪關冷拔絎磨管支持廠家直銷 <嘉峪關>九冶管業有限公司
甘肅嘉峪關冷拔絎磨管支持廠家直銷
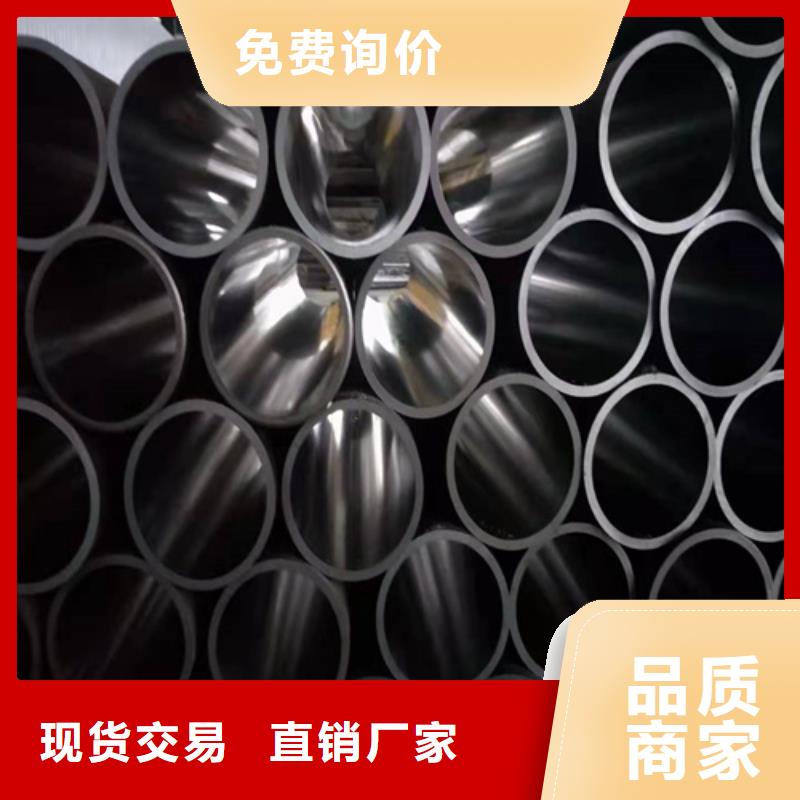
除掉珩磨管麻點的解決方法除掉珩磨管麻點的解決方法。1、換輥時,先檢查軋輥,不使用嚴重銹蝕的軋輥,及時替換磨損的軋輥或孔型。2、改進軋輥材質,保持軋槽冷卻良好,采用工藝潤滑劑以提強化軋槽抗磨性能。3、控制坯料加熱操作,使爐內保持正壓并減少氧化性氣體。對某些易氧化且氧化鐵皮不易脫落的合金鋼,應在鋼坯表面加蓋鐵皮,保護加熱。4、在粗軋機前用高壓水、壓縮空氣或鐵刷子除掉表面的氧化鐵皮。怎樣修復珩磨管的表面缺陷1、加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2、優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3、熱軋管內孔缺陷清理珩磨管的基本構成液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。
 <嘉峪關>九冶管業有限公司
甘肅嘉峪關冷拔絎磨管支持廠家直銷
<嘉峪關>九冶管業有限公司
<嘉峪關>九冶管業有限公司
甘肅嘉峪關冷拔絎磨管支持廠家直銷
<嘉峪關>九冶管業有限公司
甘肅嘉峪關冷拔絎磨管支持廠家直銷
液壓油缸缸筒是珩磨管的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后需要更換端蓋。

