



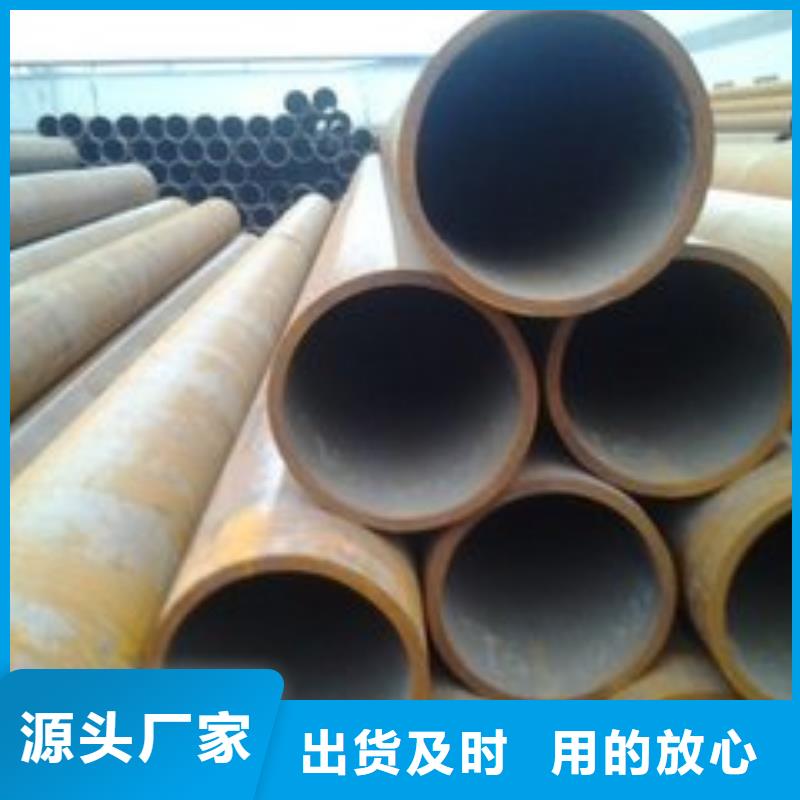


高壓合金管的主要生產流程:管坯及坯加熱、管坯的穿孔、鋼管的延伸。
高壓合金管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整或者可以說是鋼胚的加熱穿孔熱扎酸洗冷拔碳燒切頭噴標包裝成品一種無縫鋼管的制造方法,其特征在于:設置將具有多個軋輥的軋制機座、以互相不同的軋制方向連續配置多臺的芯棒式無縫管軋機,在這樣的制造生產線上對無縫鋼管進行軋制后,在多點上測定軋制后的鋼管圓周方向上的壁厚,根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。一般合金管>合金管>合金管>高壓合金管簡稱無縫鋼管,用普通碳素鋼、優質碳素鋼、普通低合金鋼和合金結構鋼制造,用于制作輸送液體管道或制作結構、零件用。高壓管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高壓管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。(



熱軋無縫鋼管:熱軋是相對于冷軋而言的,冷軋是在再結晶溫度以下進行的軋制,而熱軋就是在再結晶溫度以上進行的軋制。熱軋可以破壞鋼錠的鑄造組織,細化鋼材的晶粒,并顯組織的缺陷,從而使鋼材組織密實,力學性能得到改善。這種改善主要體現在沿軋制方向上,從而使鋼材在一定程度上不再是各向同性體;澆注時形成的氣泡、裂紋和疏松,也可在高溫和壓力作用下被焊合。
為了經濟地生產鋼管,并使生產具有中、小型規模,大口徑無縫鋼管即年產量為15~20萬I,其工藝的核心是減少軋機的機架數目。因此,從各個角度廣泛地研究了5機架、4機架和3機架方案的變形參數如表22-6所示。工藝的主要工藝優點是軋薄壁管、公差好、收得率高等。而3機架方案因其靈活性很差,因此大大減弱了工藝的優點。時燦軋機的延伸系數僅為1.8,穿孔機需完成較大的延伸量,并需用后兩機架取得較好的尺寸公差,而三機架方案卻喪失了這一條件。因此,一般不這一方案。機組所生產的鋼管直徑的上限在6 ~9英寸范圍內,由于皿軋管機組被劃分為普通吣四和緊湊式兩大類,其對比如表22-7所示。由于軋機延伸系數偏小,產量偏低,屬于中小產量水平的軋管機組。主要設備有錐輥式穿孔機、少機架的軋管機(設有只⑶系統)以及脫管機、張減機。



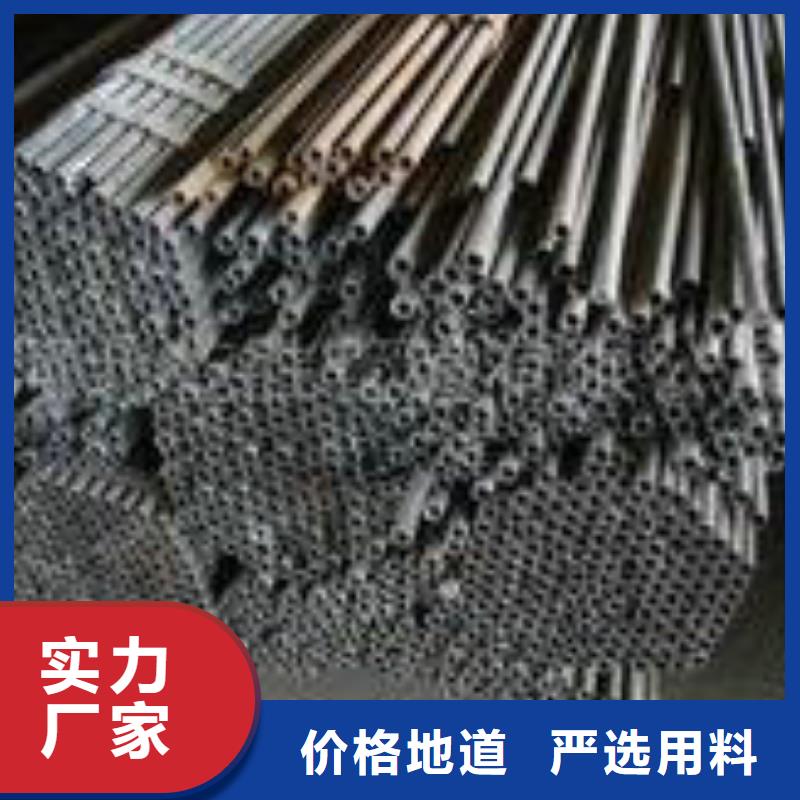
順成鋼管(臨滄市分公司)帶您了解 不銹鋼管,本產品由順成鋼管(臨滄市分公司)廠家直銷,以下是 不銹鋼管的圖文介紹,希望能幫助到您。


GB5310高壓鍋爐管表面處理及產品加工過程中常見問題:
1、GB5310高壓鍋爐管表面不一致:只對焊縫進行酸洗鈍化,也造成表面不均勻,影響美觀。
2、GB5310高壓鍋爐管劃痕難除去:整體酸洗鈍化,也不能將加工過程中產生的各種劃痕去掉,并且也不能去除由于劃傷、焊接飛濺而粘附在不銹鋼表面的碳鋼、飛濺等雜質,導致在腐蝕介質存在的條件下發生化學腐蝕或電化學腐蝕而生銹。
3、焊縫缺陷:焊縫缺陷較嚴重,采用手工機械打磨處理方法來彌補,產生的打磨痕跡,造成表面不均勻,影響美觀。



鋼管交貨的保證條件
按現行標準的規定項目進行檢驗并保證符合標準的規定,稱做保證條件。保證條件又分為:
A、基本保證條件(又稱必保條件)。無論客戶是否在合同中注明。均需按標準規定進行該項檢驗,并保證檢驗結果符合標準規定。
如化學成分、力學性能、尺寸偏差、表面質量以及探傷、水壓實驗或壓扁或擴口等工藝性能實驗,均屬必保條件。
B、協議保證條件:標準中除基本保證條件外,尚有"根據需方要求,經供需雙方協商,并在合同中注?quot;或"當需方要求……時,應在合同中注明";還有的客戶,對標準中基本保證條件提出加嚴要求(如成分、力學性能、尺寸偏差等)或增檢驗項目(如鋼管橢圓度、壁厚不均等)。上述條款及要求,在訂貨時,由供需雙方協商,簽署供貨技術協議并在合同中注明。因此,這些條件又稱為協議保證條件。有協議保證條件的產品,一般均要加價的
