服務熱線:13100067565
聯系我們

更新時間:2025-01-15 07:09:20 瀏覽次數:4 公司名稱: 鑫福興管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現付 |








球墨鑄鐵管配件壓力試驗完畢,不得再球墨鑄鐵管上進行修補。建設單位應參加壓力試驗,壓力試驗合格后,應和施工單位一同按規范規定填寫球墨鑄鐵管系統壓力試驗記錄。(2)壓力試驗前應具備的條件:1)試驗范圍內的球墨鑄鐵管安裝工程除涂漆,絕熱外,已按設計圖紙全部完成,安裝質量符合有關規定。2)球墨鑄鐵管上的膨脹節已設置了臨時約束裝置。3)試驗用壓力表已校驗,并在周檢期內,其精度不得低于1.5級,給水球墨鑄鐵管表的滿刻度值應為被測壓力的1.5~2倍,壓力表不得少于2塊。4)符合壓力試驗要求的液體或氣體已經備齊。5)按試驗的要求,怎樣區別無縫鋼管材質球墨鑄鐵管已經固定。6)對輸送劇毒流體的球墨鑄鐵管及設計壓力大于等于10MPa的球墨鑄鐵管,在壓力試驗前,下列資料已經建設單位復查:A,球墨鑄鐵管組成件的質量證明書;B,球墨鑄鐵管組成件的檢驗或試驗記錄;C,管子加工記錄;D,焊接檢驗及熱處理記錄;E,設計修改及材料代用文件。待試球墨鑄鐵管與無關系統已用盲板或者采取其他措施隔開。待試球墨鑄鐵管上的閥,球墨鑄鐵管-球墨管-球墨鑄鐵管廠家-青島金源達管業有限公司 板及儀表元件等已經拆下或加以隔離。試驗方案已經過批準,并已進行了技術交底。水壓試驗的程序,步驟,方法水壓試驗的程序,步驟,方法如下:連接。講試壓設備與試壓的球墨鑄鐵管系統相連,試壓用的各類閥門,壓力表安裝在試壓系統中,在系統的 點安裝放氣閥,在系統的 點安裝泄水閥。
1、為了安裝方便,可先用水浸濕橡膠圈。2、炎熱的夏季,潤滑油宜用植物油;寒冷的冬季,橡膠圈可用熱水預熱,以減少硬度,迅速安裝。 3、管子安裝中若需借轉,在用管子的自身借轉角無法滿足的情況下,可根據需借轉的角度,經計算后將管子的插口切割后斜口,這樣既可增大借轉角度,又能保證使用。 4、若無條件用水試壓時,也可考慮用空氣試壓。 5、管溝回填應分層夯實,若管道穿越道路時,為避免壓壞管身,可回填粗砂至管頂。 6、在施工中有時會發生接口滴漏。為避免此現象,在安裝時需嚴格按規范進行施工,需保證給每根管子都安裝到位,對于大口徑的管道需檢查每個接口膠圈的情況。 7、夏季施工過程中,可在接口部位適當覆土。 8、三通、彎頭必須做混凝土支墩。1、在吊車起吊鑄鐵管時應先試吊,確定機械運轉正常后才開始吊裝施工。吊車吊裝時,派專人指揮。2、用于安裝時起吊的三角架扒桿必須牢固結實,保證要有足夠的剛度、強度及穩定性。鋼繩、手板葫蘆應每吊一次隨即檢查一遍,確保施工。3、管道在運輸、吊裝過程中要加強保護,避免碰撞等使管道破損或損壞鑄鐵管防腐層。4、施工過程中要注意施工,保證工程質量。做到一次成優。
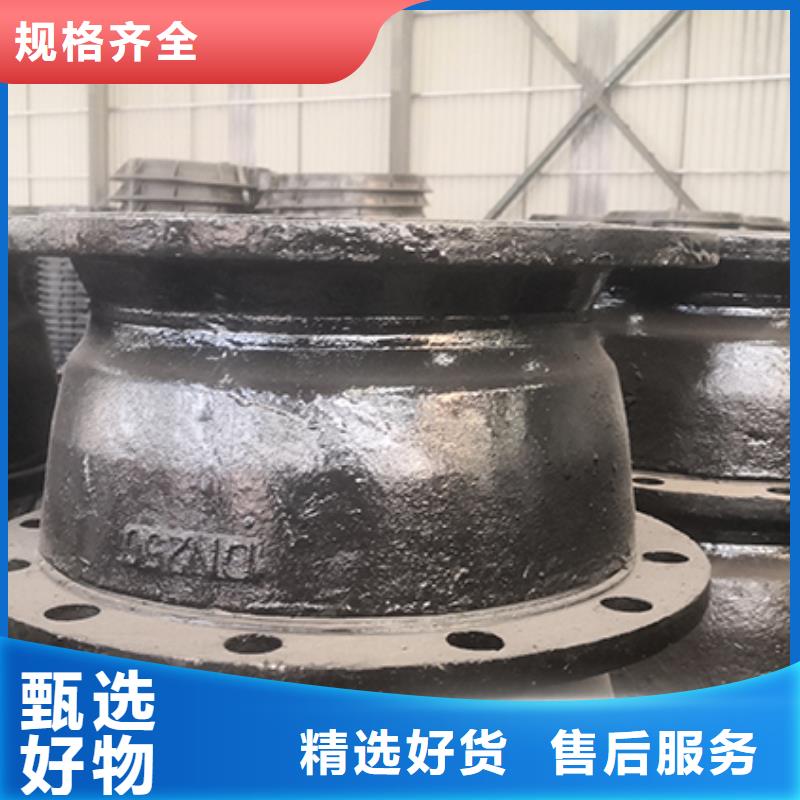
球墨鑄鐵管配件

球墨鑄鐵管配件主要應用與市政天然氣、水運輸等,有較高的性價比。與PE管相比,安裝時球墨鑄鐵管更為簡便,承壓力好,并且密封性及腐蝕性也比PE管有顯著,下面給大家介紹下球墨鑄鐵管的連接方式。1、法蘭連接法蘭連接原理是球墨鑄鐵管和鋼管均轉換為法蘭盤接口,從而實現標準對接。球墨鑄鐵管有兩種標準管件,分別為盤承短管與盤插短管,如盤承短管管件的承口或插口可以與正常管道相連,從而使得管線轉換為法蘭盤接口,只需與對應的鋼制法蘭進行連接即可。此種方法特點是,連接方式比較通用,法蘭的制作為標準件,確保連接的穩定性。需要注意的是雙方的法蘭不僅需要公稱值一致,PN值也應一致才能連接。法蘭連接的劣勢是,如果直接埋地,螺栓腐蝕風險較大,將來可能出現接口漏水等問題,有的設計規范也要求螺栓不能直接埋地。法蘭連接因為采用螺栓緊固確保密封效果,人工操作的影響較大。2、承插連接承插連接的方法是,對于球墨鑄鐵管確保連接位置為承口(如果不是則用雙承套管,使得插口端轉換為承口端),鋼管端在其承口外徑焊接層額外的鋼板,使得鋼管的外徑確保與球墨鑄鐵管外徑相同。然后插入球墨鑄鐵管的承口進行安裝承插在接的優勢足不存在螺栓埋地的腐蝕風險。但足對于大口徑管道,鋼管的壁厚較薄,同時鋼管是從井室中伸出的情況下,可能出現由于井室沉降,導致鋼管經向變形過大,從而有接口漏水的風險。
影響球墨鑄鐵管配件生產的7大因素:
(1)碳當量:鐵水碳當量過高(尤其是高硅含量),使石墨球化的影響。試驗表明,厚壁鑄件,當碳當量超過共晶成分是可能產生開花石墨。但增加的碳含量增加鐵水鎂回收率。因此,大多數高碳低硅生產的原則,通常硅含量在2%左右控制。此外,碳當量,鑄件壁厚的選擇:當管壁厚度為6.5?76毫米,碳當量的4.35%至4.7%;壁厚>76毫米,碳當量的4.3%到40.35%。
(2)硫:當鐵液中的含硫量太高時,硫與鎂和稀土生成硫化物,因其密度小而上浮到鐵液表面,而這些硫化物與空氣中的氧發生反應生成硫,硫又回到鐵液,又重復上述過程,從而降低了鎂與稀土含量。當鐵液中的硫大于0.1%時,即使加入多量的球化劑,也不能使石墨完全球化。
(3)稀土與鎂:稀土與鎂含量過低時,往往產生球化不良或球化衰退現象。一般工廠要求球化劑的加入量為1.8%~2.2%。
(4)壁厚:鑄件壁太厚也容易產生球化不良及衰退缺陷,主要是因為鐵液在鑄型中長時間處于液態,鎂蒸汽上浮,造成鎂含量降低;共晶時大量石墨生成而釋放出的結晶潛熱使奧氏體殼重新熔化,石墨伸出殼外而畸形長大,形成非球狀石墨。
(5)溫度:若鐵液溫度過高,鐵液氧化嚴重,由于鎂與稀土易與氧化物產生還原反應,而使得鎂、稀土含量降低,同時高溫也將增加鎂的燒損和蒸發;鐵液溫度太低,球化劑不能熔化和被鐵液吸收,而上浮至鐵液表面燃燒或被氧化。
(6)滯留時間:鐵液中鎂的含量是隨孕育處理后停留時間的增加而減少,其主要原因是因硫及鎂、稀土的氧化與蒸發造成的。一般情況下,滯留時間不超過20min。
(7)澆冒口:冒口設計是不合理的,將有施法時間太長,鐵水飛濺,以及空氣中的參與,因此,鎂,稀土氧化物是嚴重的。