





海口球墨鑄鐵管熱裂紋產生的原因體現在工藝和鑄件結構方面其中有:鑄件壁厚不均勻,內角太小;搭接部位分叉太多,鑄件外框、肋板等阻礙鑄件正常收縮;澆冒口系統阻礙鑄件正常收縮,如澆冒口靠近箱帶或澆冒口之間型砂強度很高,限制了鑄件的自由收縮;冒口太小或太大;合金線收縮率太大;合金中低熔點相形成元素超標,鑄鋼鑄鐵中硫、磷含量高;鑄件開箱落砂過早,冷卻過快。 海口球墨鑄鐵管在鑄造合金家族中,各類鑄造合金的發展取決于其優勢的發揚和劣勢的抑制。鑄鐵 與鑄鋼、有色合金相比,鑄造性能較。因此,鐵液的利用率高,產品的適用面廣。 在材質競爭中,提高鑄鐵的強度、增加強韌性、內在缺陷,對于減輕鑄件重量海口球墨鑄鐵管延長服役期,節約材料是非常重要的。為了保證鑄鐵性能的可靠性和穩定性,首先必需有良好的鐵液質量。因此,一定要做好爐前處理! 
海口球墨鑄鐵管嚴格控制鋼錠的化學成分。以的年遠景目標為時間限定,約有10年,那么年需求量約為66萬噸。深度刮傷下降海口球墨鑄鐵管的強度。則管徑1/2以下應用條形砼基礎包裹。在鍛件采購時鑄鐵鋼管其實質就是海口球墨鑄鐵管,因海口球墨鑄鐵管有鐵的本質,鋼的性能,所以有此叫法。 工程啟動以來,受到各級領導部門和領導的高度關注,格瑞球墨管更是將其作為“一號工程、生命工程”,舉全公司之力加以推進,僅僅用了7個多月時間,就完成了國內其他同類型工程10個月的工作量,創造了工程建設有一個新興球墨管速度。該項目總投資1.2億元,采取 進的活性炭煙氣凈化工藝,系統主要由吸附系統、解析系統、活性炭運輸系統、活性炭卸料存儲系統、氨水供應系統、制酸系統及配套公輔設施組成。 
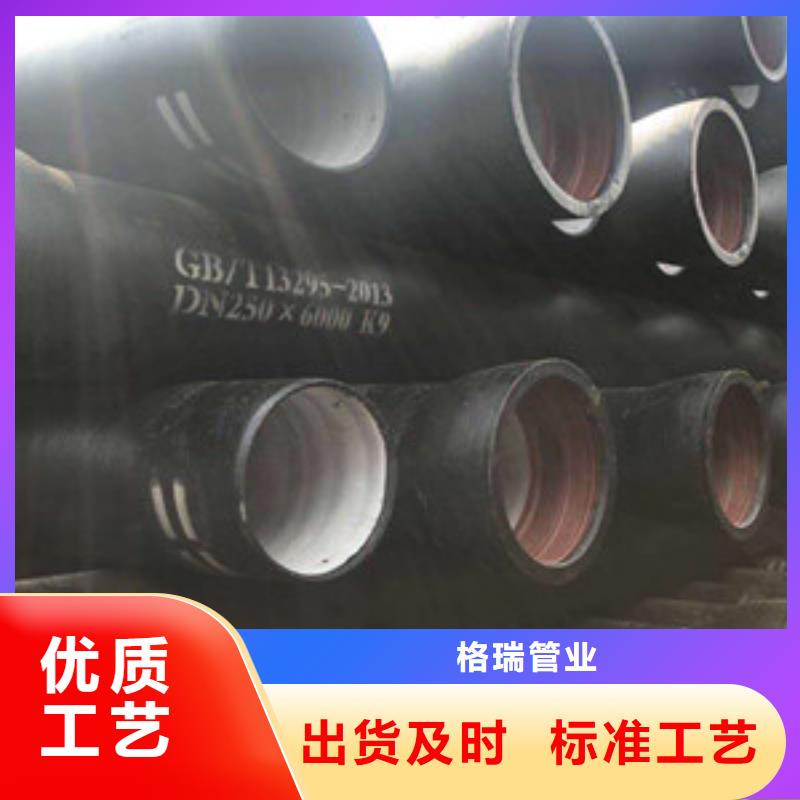
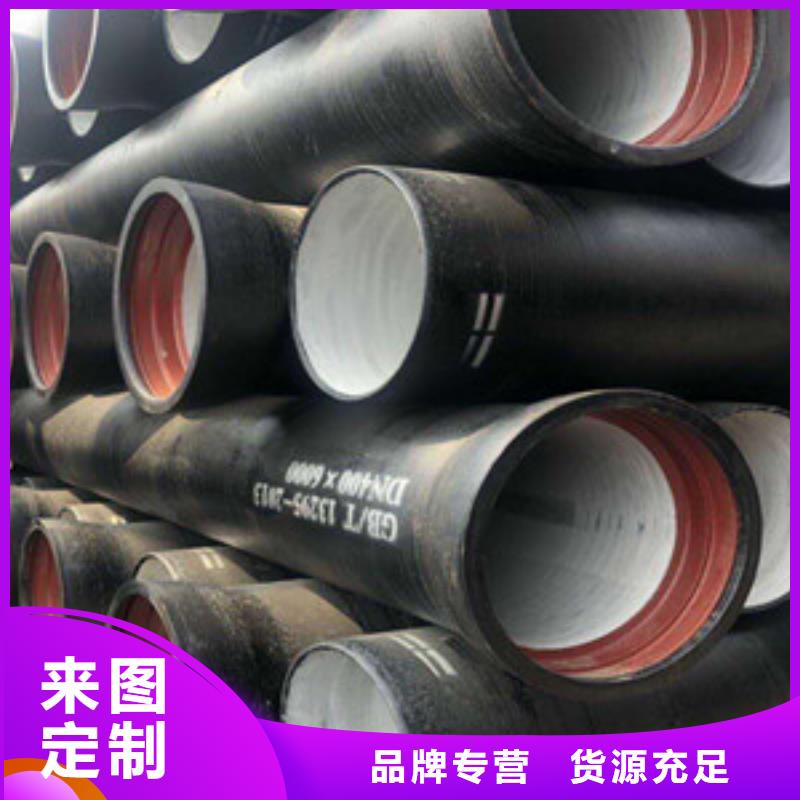
合理操控澆注溫度和機身冷卻水進出口溫度,縮短兩次澆鑄之間的間隔時間。操控機身冷卻水進口溫度為28-36℃,出口溫度為50-57℃。為解決降低鐵液中的含硫量,削減硫化物的發生,應操控W(S)<0.02%;適當進步澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量操控在1-2%為宜;加強鐵液的扒渣和擋渣作用;鐵液中的殘鎂流量不易過高(操控在0.035-0.045%),以削減鐵液外表氧化。海口球墨鑄鐵管是鑄鐵的一種,是一種鐵、碳和硅的合金。球墨鑄鐵中石墨是以球狀形式存在的,一般石墨的巨細為6-7級,質量上要求鑄管的球化等級控制為1-3級(球化率≥80%),因而資料本身的機械功能得到了較好的改進,具有鐵的本質,鋼的功能。退火后的海口球墨鑄鐵管,其金相組織為鐵素體加少量珠光體,機械功能較好。 
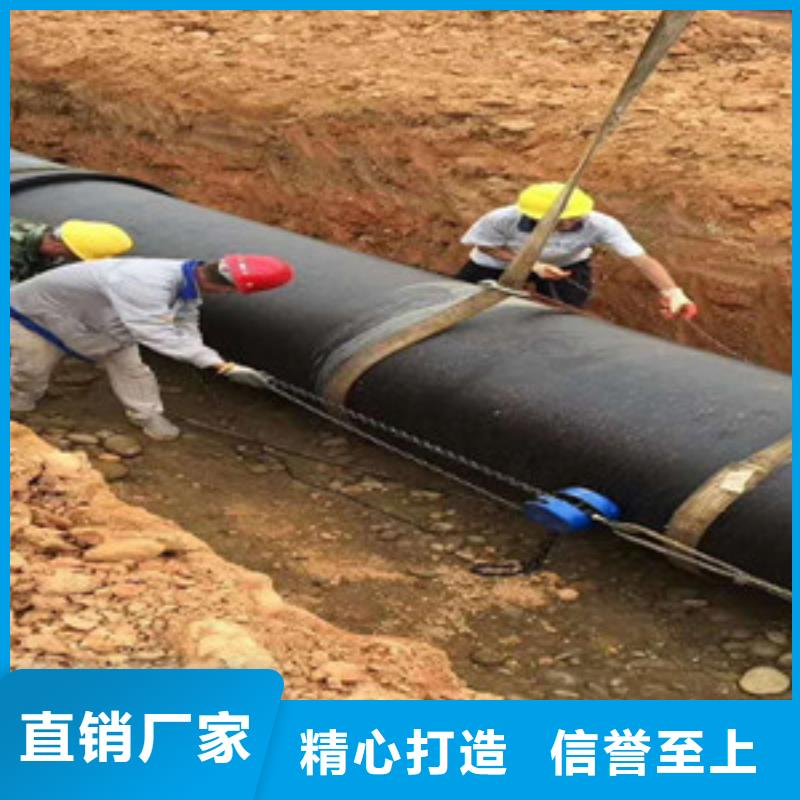
鑄鐵排水管的安裝規范 海口球墨鑄鐵管道在山區等爬坡環境中應用時,需求考慮計劃,以防止柔性接口脫開,水泥支墩是一種常用的方法。水泥支墩的形狀、體積以及放置方位與爬坡的坡度、土壤類型、埋深、管道口徑等很多因素有關。在一些偏轉視點大的當地,可通過灌裝混凝土制造水泥支墩、海口球墨鑄鐵管件首要用于市政、工礦企業給水、輸氣輸油等。是供水管材的 ,具有很高的性價比。與PE管材比較,從裝置時間上,球墨管比PE管裝置更簡略快捷,且裝置后內外承壓力更好;從密閉性和防腐性上來看,球墨管裝置后的密閉性更好,也可以通過多種防腐手段進步防腐蝕功能,鎮墩的方式實現和確保拐彎處不受水力壓力影響導致接口漏水或掉落。