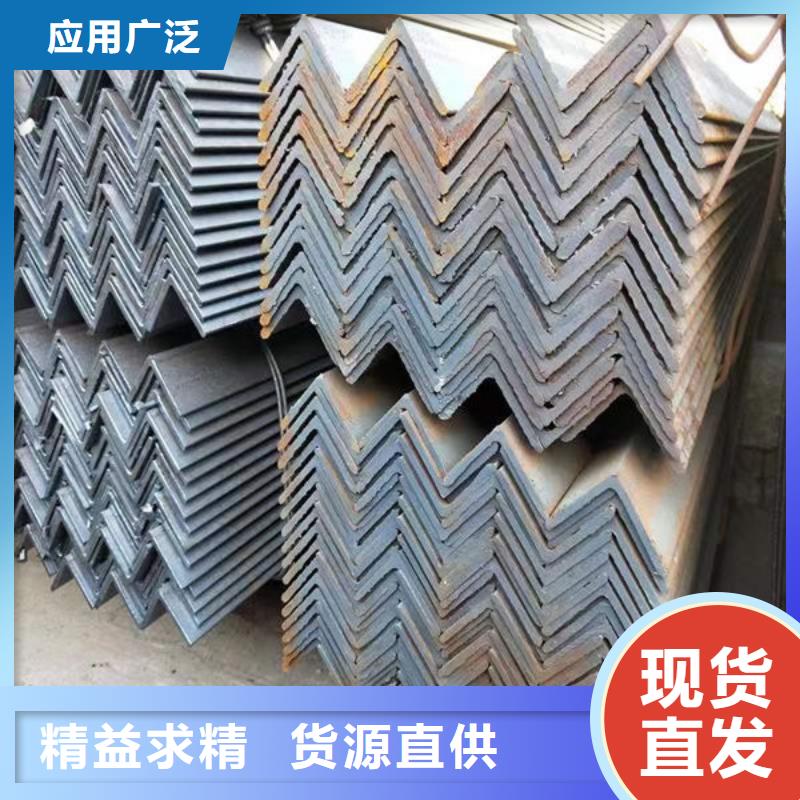






邵陽角鋼的規格用邊長和邊厚的尺寸表示。目前國產邵陽角鋼規格為2—20號,以邊長的厘米數為號數,同一號邵陽角鋼常有2—7種不同的邊厚。進口邵陽角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型邵陽角鋼,12.5cm—5cm之間的為中型邵陽角鋼,邊長5cm以下的為小型邵陽角鋼。進出口邵陽角鋼的定貨一般以使用中所要求的規格為主,其鋼材為相應的碳結鋼鋼號。也是邵陽角鋼除了規格號之外,沒有特定的成分和性能系列。邵陽角鋼的交貨長度分為定尺、倍尺兩種,國產邵陽角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產邵陽角鋼的長度選擇范圍為6—15m。不等邊邵陽角鋼的截面高度按不等邊邵陽角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是邵陽角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。
在進行邵陽高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質量。為了生產可以具 有高質量的高速線材,可以使用連鑄空坯工藝技術,這種 進的技術可以不斷的提高軋制的技術水平,生產出高質量的鋼材。為了保證邵陽高速線材軋制的質量,要盡量降低開軋 的溫度。目前,國外的機械設備增設了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機中設置冷水頭導 管,這樣可以將終軋溫度控制在800℃。超重軋制機可以滿 足700℃~750℃的軋制要求。
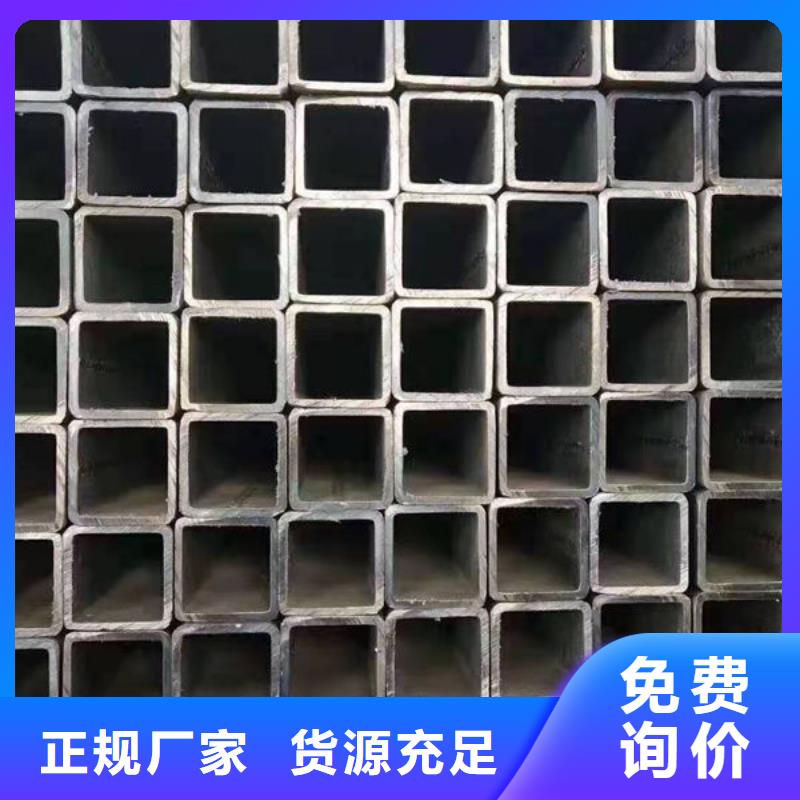
常見的邵陽鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設備價格也相當貴正常幾十萬以上,適用于附加值特別高的精度要求極高的邵陽鋼管加工;水切割機切割管口能做到無屑無毛刺且不變形,精度一般能達到±0.05mm,價格不高約幾萬一臺,邵陽鋼管切割應用相對廣泛;等離子切割機價格也不高約幾萬一臺,常用于切割厚壁邵陽鋼管鋼材(正常可切割35mm壁厚以下結構用鋼材,切割厚度理論可達180~200mm),不過切口處容易形成拉口,切口表面質量需要嚴格控制。對于手工切割和自動切割,一般手工切割使用人工上料,其上料和控制切割效率相對較低,而自動切割需要注意控制邵陽鋼管進給的長度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。
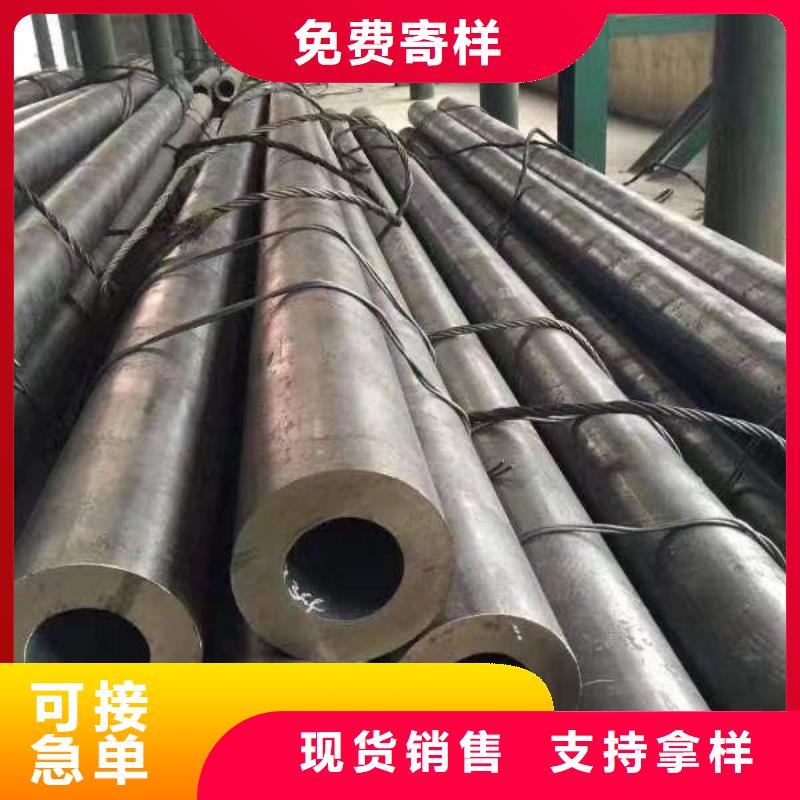
邵陽圓鋼熱切加熱爐用途:1.用于鋼球鍛造生產中,針對直徑大于120mm鋼球而生產。邵陽圓鋼加熱后熱剪切成合格的短棒料,利用棒料余熱鍛造鋼球。2.用于軸承套圈鍛造的生產,邵陽圓鋼加熱后連續下料,熱剪切成合適長度的棒料,壓力機拍、平沖孔后,進入碾環工序。3.一切二次加熱的工件都可以考慮邵陽圓鋼熱切加熱爐。邵陽圓鋼熱切加熱爐由以下四部分組成:1、自動送料部分:儲料平臺、翻料機構和輸送機構組成2、中頻鋼材加熱爐加熱部分:由500Kw中頻加熱爐組成,頻率1500Hz,電容器組、感應器支架、水路以及感應器組成。其中感應器用于加熱直徑50-60mm、65--75mm、80--90mm邵陽圓鋼。3、下料沖床剪切設備:由下料沖床和下料組合模具組成4、控制部分:由測溫儀、PLC控制系統、變頻調速機構以及電氣部分組成。