

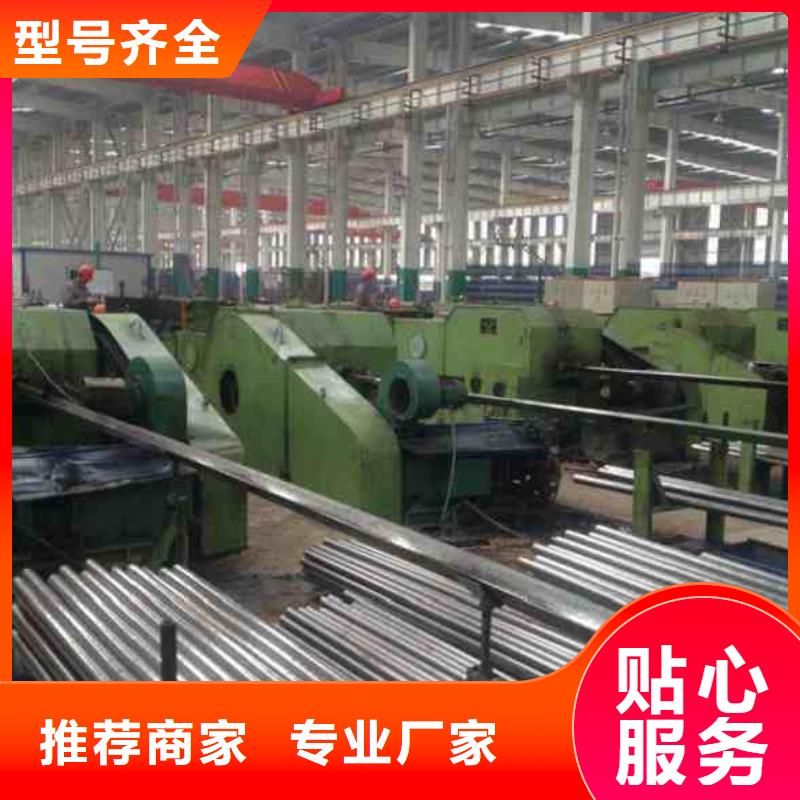

 管料準備,包括檢查,打捆,酸洗,清洗,沖洗,中和,…欲獲得尺寸更小和質量更好的精密管,采用冷軋,冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。而冷拔通常在0.5~100t的單鏈式或雙鏈式冷拔機上進行。冷拔精密管的基本生產程序:管料供給,所用管料為熱軋成品管或半成品管,擠壓管以及焊接管。
管料準備,包括檢查,打捆,酸洗,清洗,沖洗,中和,烘干,涂潤滑劑等,冷加工(冷軋或冷拔),成品精整包括成品熱處理,矯直,取樣,切頭尾,檢查(人工檢查和各種探傷),水壓試驗,涂油,包裝,入庫等。不同的產品精整內容有所差異。精密管常見的分類有:gb/t8162-19主要用于一般結構和機械結構,其代表材質:合金鋼,碳鋼,20cr,20crmo,40cr,42crmo等。
管料準備,包括檢查,打捆,酸洗,清洗,沖洗,中和,…欲獲得尺寸更小和質量更好的精密管,采用冷軋,冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。而冷拔通常在0.5~100t的單鏈式或雙鏈式冷拔機上進行。冷拔精密管的基本生產程序:管料供給,所用管料為熱軋成品管或半成品管,擠壓管以及焊接管。
管料準備,包括檢查,打捆,酸洗,清洗,沖洗,中和,烘干,涂潤滑劑等,冷加工(冷軋或冷拔),成品精整包括成品熱處理,矯直,取樣,切頭尾,檢查(人工檢查和各種探傷),水壓試驗,涂油,包裝,入庫等。不同的產品精整內容有所差異。精密管常見的分類有:gb/t8162-19主要用于一般結構和機械結構,其代表材質:合金鋼,碳鋼,20cr,20crmo,40cr,42crmo等。

 精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司
精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司


