


鋼板卷管這類缺陷防止的措施有:不使用藥皮開裂、剝落、變質(zhì)及焊芯銹蝕的焊條,生銹的焊絲必須除銹后才能使用。所用焊接材料應(yīng)按規(guī)定溫度烘干,坡口及其兩側(cè)清理干凈,并要選用合適的焊接電流、電弧電壓和焊接速度等 卷筒可用金屬鑄造成形工藝直接獲得零件的鋁合金,鋁合金鑄件。該類合金的合金元素含量一般多于相應(yīng)的變形鋁合金的含量。鑄造鋁合金除含有強(qiáng)化元素之外,還必須含有足夠量的共晶型元素﹙通常是硅﹚,以使合金有相當(dāng)?shù)牧鲃有裕着c填充鑄造時鑄件的收縮縫。?
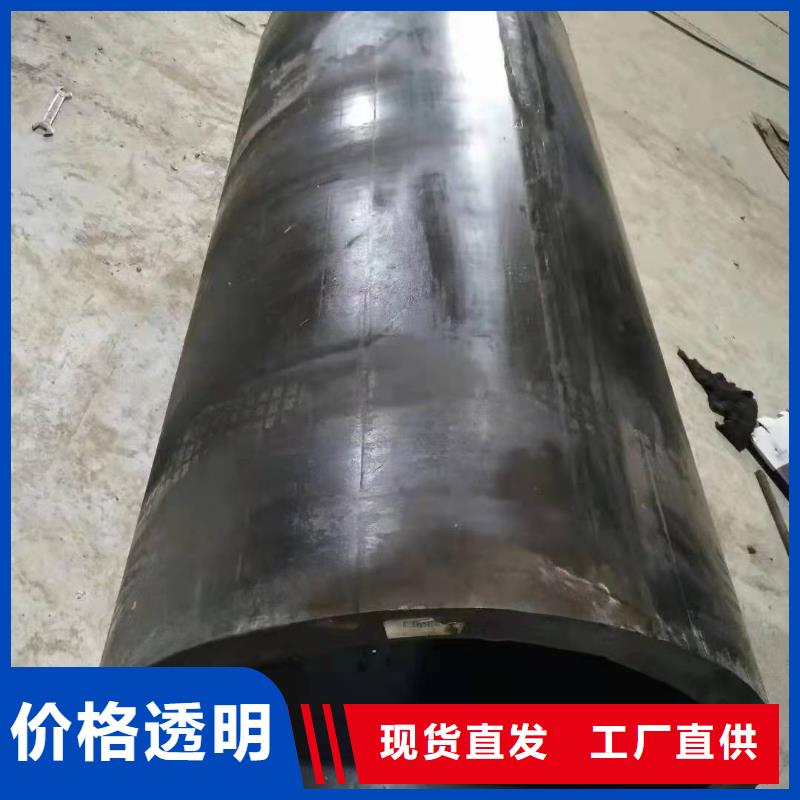
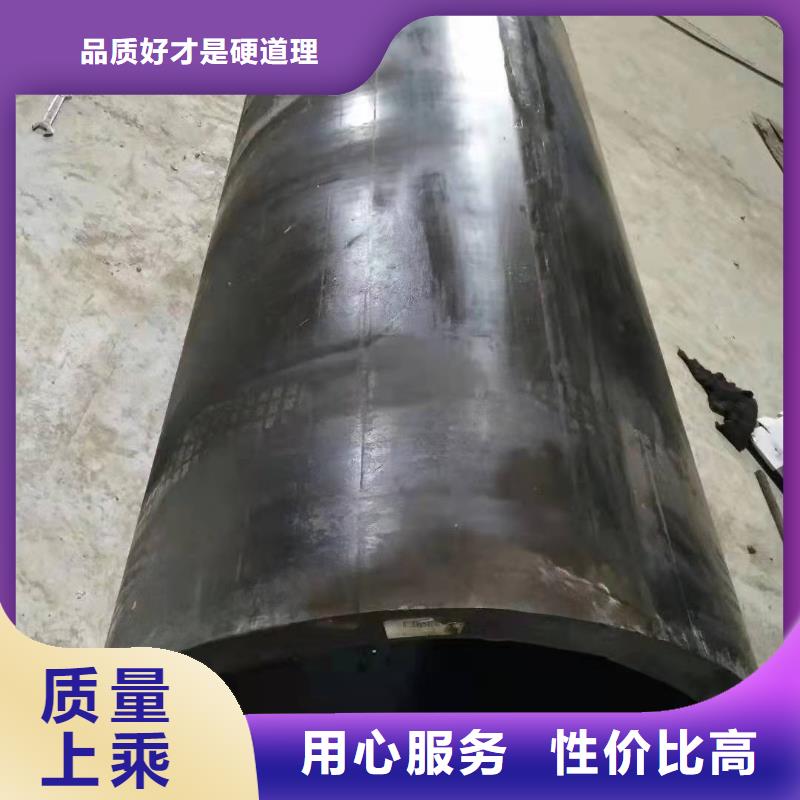
鋼板卷管管節(jié)的卷制
在卷管加工過程中,應(yīng)防止板材表面損傷。對有嚴(yán)重傷痕的部位必須進(jìn)行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設(shè)計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運(yùn)往焊接平臺施焊。對焊接完的管節(jié)進(jìn)行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
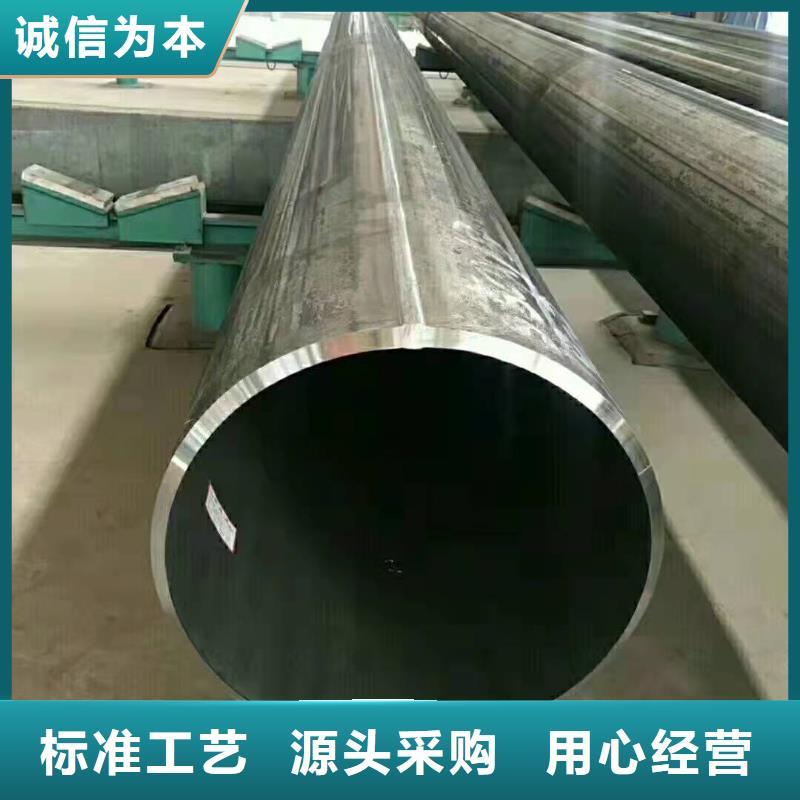
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當(dāng)公稱直徑大于或等于600mm時,宜在管內(nèi)進(jìn)行封底焊。
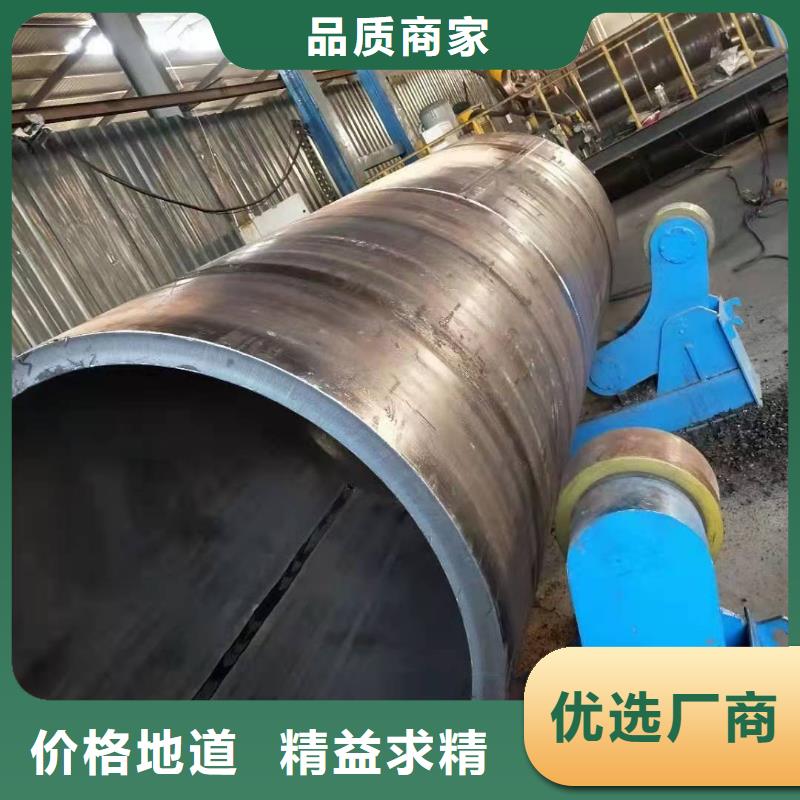
大口徑鋼板卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖
:材料檢查
檢查材料質(zhì)量合格證明書、標(biāo)識及檢驗報告是否符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)及規(guī)范的要求。鋼板厚度及允許偏差是否符合產(chǎn)品標(biāo)準(zhǔn)的要求。鋼材外觀質(zhì)量是否符合 現(xiàn)行有關(guān)標(biāo)準(zhǔn)的規(guī)定,當(dāng)鋼材表面有銹蝕、麻點或劃痕等缺陷時,其深度不得大于鋼材厚度允許偏差值的12;鋼材表面的銹蝕等級應(yīng)符合現(xiàn)行 標(biāo)準(zhǔn)涂裝前鋼材表面銹蝕等級和除銹等級GB8923規(guī)定的C級及C級以上;鋼材端邊或斷口處不應(yīng)有分層、夾渣等缺陷。
鋼板卷管鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進(jìn)行滲鋁處理。
電線套管:也是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進(jìn)行涂層或鍍鋅后使用,要求進(jìn)行冷彎試驗。