



更新時間:2025-01-15 14:04:39 瀏覽次數:4 公司名稱:杭州 蘇滬金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |

<甘肅>神悅鋼材有限公司89612
甘肅Q355B螺旋管通過輥輪的轉動摩擦使原料旋轉,表示交叉輥輪旋轉機構的結構。 它是依靠兩個呈交分布的動力輥輪把鋼料夾持住,螺旋鋼管廠家通過輥輪的轉動摩擦使鋼料旋轉進。前進中旋轉速度的調節由變頻調速電機的轉速來控制。交叉輪的安裝間距由熱處理鋼材的規格尺寸而定。水平傳送輥道長度從幾十米至數百米,由眾多的輥輪組成。由于螺旋鋼管廠家采用了皮帶輪和鏈條等部鋼材前進速度的均勻性和穩定性較差,必須經常檢查上述部件的緊度。表示電機傳送輥道。它是由調速電動機直接拖動輥使鋼材前進。調速電動機使用的間距由鋼材長度而定。 電動機的速采用變頻調速電源來調控鋼材前進速度。 這種傳送方式是當前鋼材感應加熱快速熱處理生產線使用多的方式。它是實現熱處理生產線功率-溫度自動控制必備的件。 水平斜裝輥輪旋轉機構。
雖然鐵和鎳物理化學性能相近,又有無限固溶的冶金互容性,但各自加上不同的合金元素,則變成不銹鋼和高溫合金后,其物理性能又不相同,甘肅16mn螺旋管廠家其組合后的熔焊焊接性就不是太好,略為復雜,但仍然屬于沒有特殊困難的異種金屬焊接。奧氏體型不銹鋼同種金屬焊接有優良的焊接方法適應性,幾乎所有的熔焊方法都可擦焊等可以很好地適應;鎳基高溫合金同種金屬焊接的對高能束等離子弧焊電子束焊和激光焊等及壓焊的焊接適應性同樣良好,但弧焊方法的適應性較差。其原因之一是鎳基高溫合金熱強性高塑性差以及熔透性差,相同焊接條件下高溫合金的熔池液態金屬流動性差,熔深只有不銹鋼的即使采用大電流高熱輸入,也不能增加熔深,只能使接頭過熱晶粒粗大導致熱裂紋發生。因此,鎳基高溫合金從防止熱裂紋產生的措施應是采用低熱輸入小電流的焊接熱源,減小過熱區高溫停留時間,避免晶粒長大導致熱裂紋的產生。焊條電弧焊焊及埋弧焊均因為電弧功率太大,而且熱輸入不可控,所以鎳基高溫合金的焊接很難采用。

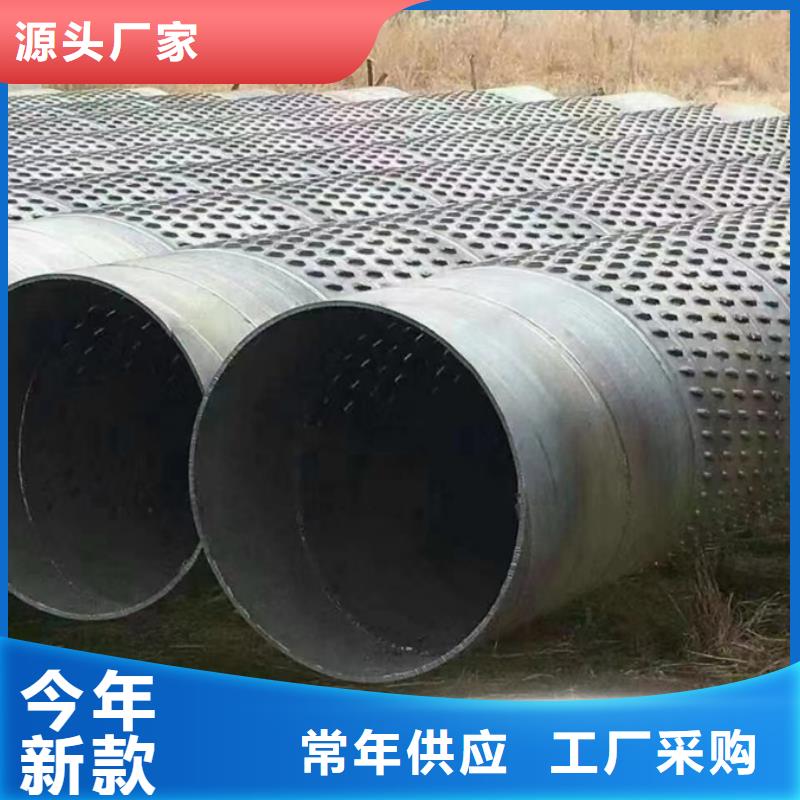
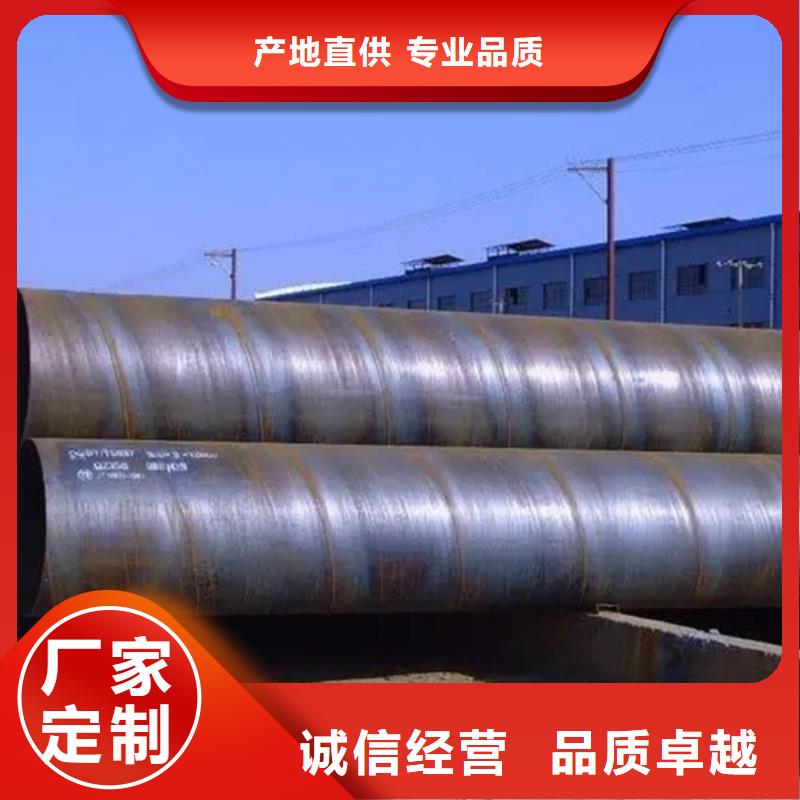
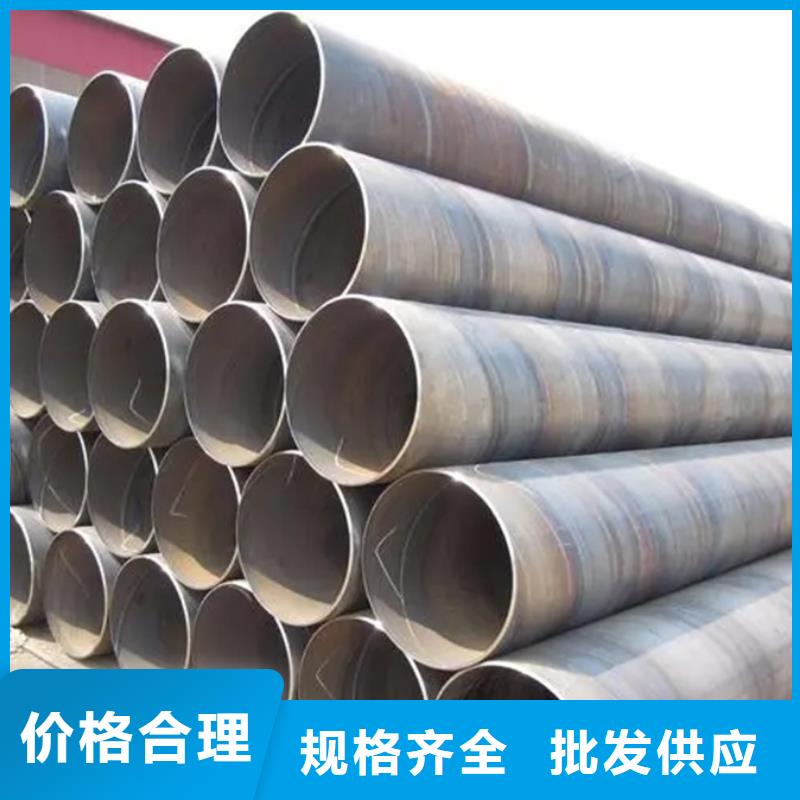
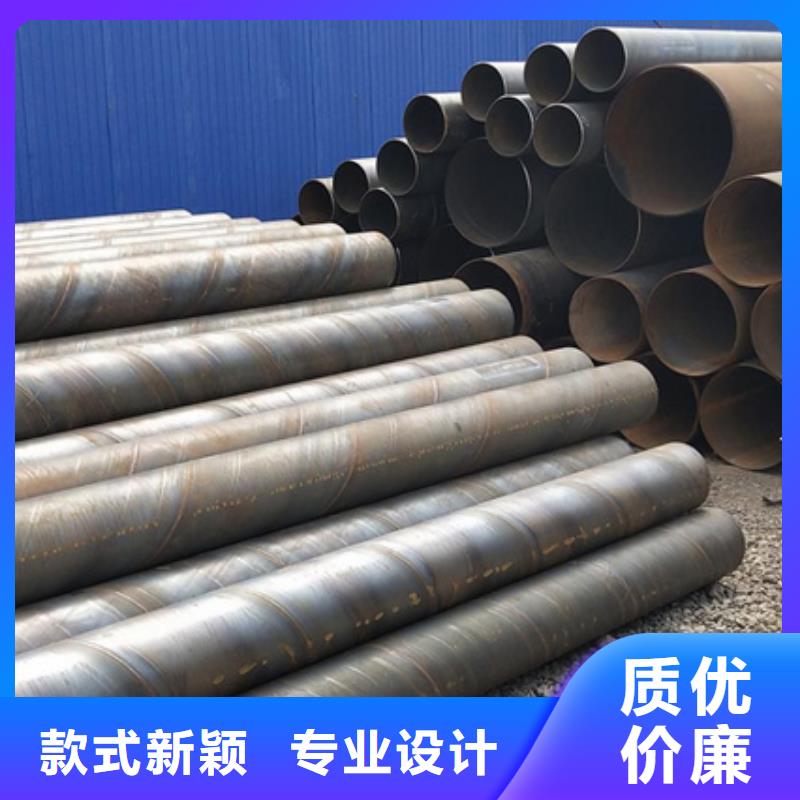
甘肅防腐螺旋管是一種以帶鋼卷材為原材料制成的螺旋縫鋼管,通常在一定溫度下擠壓,并通過自動雙絲雙面埋弧焊進行焊接。主要生產工藝如下:帶鋼卷,焊絲和焊劑。在使用之前,必須使用單絲或雙絲埋弧焊對帶鋼的頭部和尾部之間的對接進行嚴格的物理和化學檢查。將防腐螺旋鋼管軋制成鋼管后,使用自動埋弧焊進行修補焊接。修邊,表面清潔,輸送和翻邊前處理使用電接觸壓力表控制輸送機兩側的滾筒壓力,以確保帶材的平穩輸送。采用外部控制或內部控制的輥壓成型。焊接間隙控制裝置用于確保焊接。接縫間隙滿足焊接要求,并嚴格控制管徑,錯位量和焊接間隙。內部和外部焊接由美國林肯電焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。所有焊縫均通過在線連續超聲波自動探傷儀進行檢查,以確保螺旋焊縫的無損檢測范圍。如果有缺陷,防腐螺旋鋼管將自動報警并噴灑標記,生產工人將根據此隨時調整工藝參數,并使用空氣等離子切割機將鋼管切割成單管。切成單根管后,每批三個鋼管必須經過嚴格的檢查系統,檢查機械性能,化學成分,焊縫的熔合狀況,鋼管的表面質量以及無損檢查,以確保確保制管過程合格,然后正式投入生產。焊縫上帶有連續聲探傷痕跡的零件將被手工超聲處理。用X射線檢查是否有缺陷,修復后再次進行無損檢查,直到確認缺陷是帶鋼對接焊縫和D型接頭的管子與防腐螺旋鋼管縫相交為止,防腐螺旋鋼管都經過X射線電視或膠片檢查。確保每個鋼管都經過靜水壓力測試,并且壓力采用徑向密封。試驗壓力和時間由鋼管液壓微機檢測裝置嚴格控制。通過對管端進行機械加工,可以自動打印并記錄測試參數,防腐螺旋鋼管從而可以控制端面的垂直度,斜角和鈍角。期待與您的合作! 螺旋鋼管為提高防腐,涂油,包裝效果,希望鋼管表面光滑的用戶也日益增多。


常用的兩種帶頸法蘭形式 a)甘肅16mn螺旋管插入對接形式 b)甘肅16mn螺旋管直接對接形式8.6.3.2法蘭選型國內的帶頸法蘭主要有對焊螺旋焊管和平焊兩種形式。帶頸對焊法蘭僅有一條環向焊縫,工作量相對較小,其焊縫等級要求高但焊縫質量可檢測,只要工藝措施控制得當,質量容易得到保證 甘肅16mn螺旋管帶頸平焊法蘭有兩條角焊縫,工作量相對較大,其焊縫等級要求低但焊縫質量檢測困難,焊縫質量難以控制,而且兩條角焊縫離開較遠,實際受力不均勻。此外,平焊法蘭與鋼管的連接方式是鋼管插入法蘭頸內,這容易在鋼管外壁與法蘭頸內壁之間產生一定的間隙,如果角焊縫存在砂眼、夾渣等法蘭酸洗時。