13137436008



聯系我們

更新時間:2025-01-13 14:29:42 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 35000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 999 |
| 運費說明 | 不含運費 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 長葛 |
| 產品產地 | 長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 長葛 |
| 產品重量 | 4噸 |
| 產品顏色 | 紅 |
| 質保時間 | 一年 |
| 外形尺寸 | 4*15米 |
| 適用領域 | 高速高鐵 |
| 是否進口 | 否 |
| 產品功率 | 15千瓦 |




速度快:待工狀態2個可全程生產,正常工況3-6人*可生產10至20多節鋼筋籠。2. :機械化作業不受人為因素影響,長時間工作可不變。3. 適合各種主筋箍筋數量,形式,型號,大小,長度的設計要求,不會因為設備功能而影響鋼筋籠設計或不能上機生產。4. 轉運便捷:組合式設計使拌勻,安裝,生產等不依賴起重設備,適應工廠化大批量固定生產和施工現場分散的動機作業。5. 功率低:總功率不到15KW,同步工作不到5KW,節能而且不影響總電容的配比。6. 線形式:施工不受各工序影響,不間斷完成主筋箍筋焊接成型,繞筋施焊等全部。7. 采用螺紋連接技術可定位,幫助筋籠分解,安裝速度。繞筋機
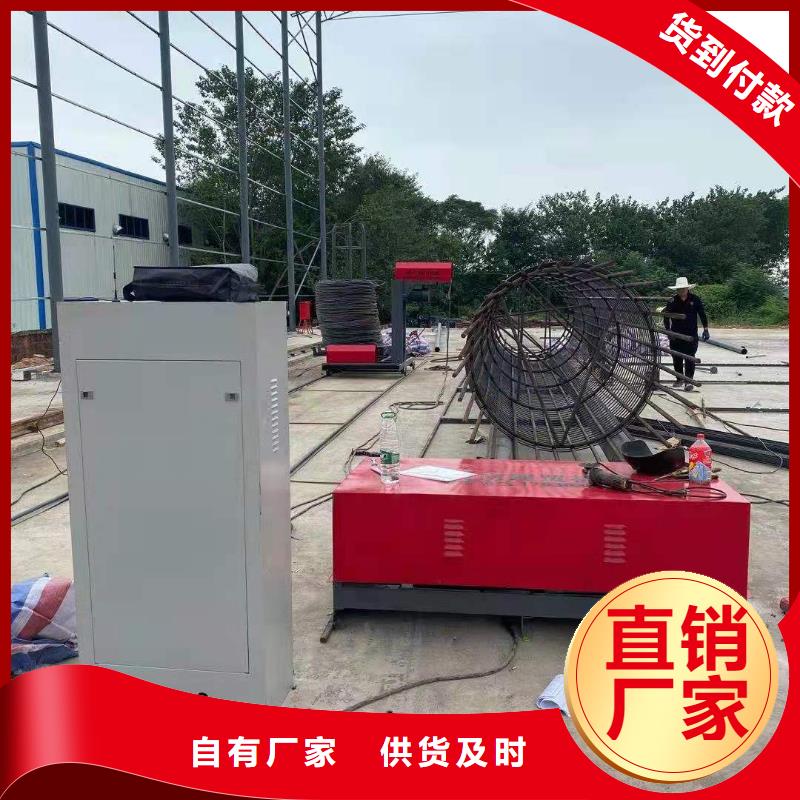
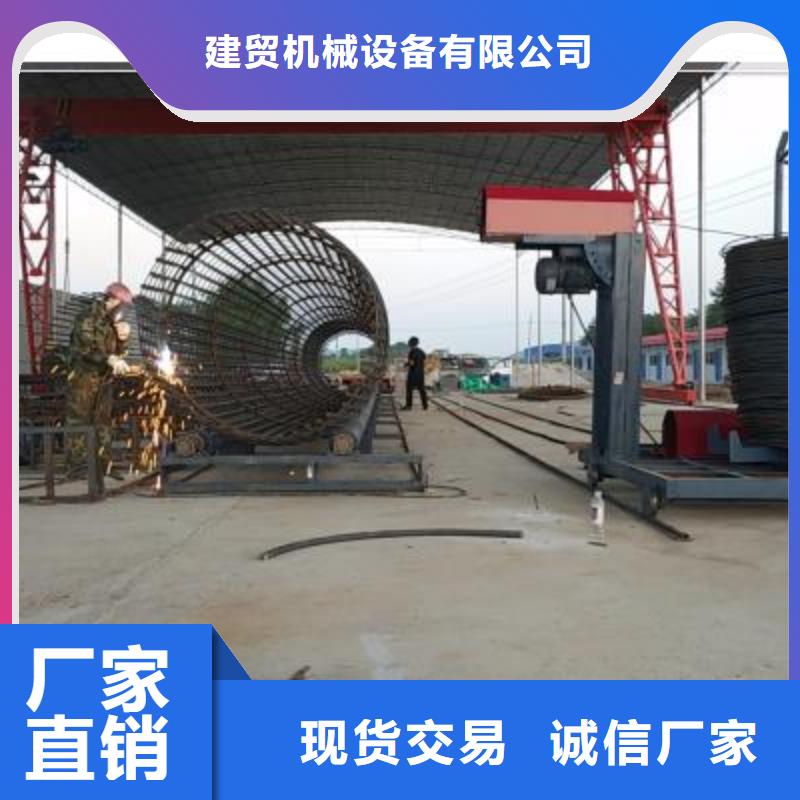
河南建貿機械生產各種通用及鋼筋籠繞筋機,適用于各種樁基內鋼筋籠制造,河南建貿鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過模具制作完成(包括內支撐),把鋼筋籠主筋鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥以及小車的把盤筋繞在主筋上,同時進行焊接或綁扎,從而形成成品鋼筋籠,輥筒轉動速度可根據操作手的熟練程度從低到高任意,盤筋間的間距可根據施工要求隨時改動,同時可預先設置好參數,一個鋼筋籠包括加密區、預留區到達位置,間距自動改變,鋼筋籠一次性成型,極大了工作效率。鋼筋籠繞筋機通過兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4個人3個小時以上的工作量;而通過使用繞筋機,只需要安排一個機器操作手,一個電焊工人,從到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。
 比如2.2型可以生產2.2米直接以下所有直徑的鋼筋籠。可生產鋼筋籠的長度可以根據施工現場的要求加長設備。而鋼筋籠繞筋機可以生產3米直徑以下的所有鋼筋籠但是當鋼筋籠的直徑小于800以后因為鋼筋籠的質量太小,轉動時可能出現打滑現象,因而不能制作太小的鋼筋籠。鋼筋籠繞筋機的精密程度也是隨著鋼筋籠的直徑越來越小變得越來越不精密。總之鋼筋籠滾焊機和鋼筋籠繞筋機作為一種近年出現的鋼筋籠制作設備,各有利弊。鋼筋量較大或者項目要求十分嚴格的施工方選擇鋼筋籠滾焊機,鋼筋量較小或者項目要求不是特別嚴格的施工方選擇鋼筋籠繞筋機以節約成本。有更多問題歡迎咨詢。
建貿機械設備有限公司
比如2.2型可以生產2.2米直接以下所有直徑的鋼筋籠。可生產鋼筋籠的長度可以根據施工現場的要求加長設備。而鋼筋籠繞筋機可以生產3米直徑以下的所有鋼筋籠但是當鋼筋籠的直徑小于800以后因為鋼筋籠的質量太小,轉動時可能出現打滑現象,因而不能制作太小的鋼筋籠。鋼筋籠繞筋機的精密程度也是隨著鋼筋籠的直徑越來越小變得越來越不精密。總之鋼筋籠滾焊機和鋼筋籠繞筋機作為一種近年出現的鋼筋籠制作設備,各有利弊。鋼筋量較大或者項目要求十分嚴格的施工方選擇鋼筋籠滾焊機,鋼筋量較小或者項目要求不是特別嚴格的施工方選擇鋼筋籠繞筋機以節約成本。有更多問題歡迎咨詢。
建貿機械設備有限公司
 葫蘆島鋼筋籠纏繞筋機電話報價
F.設備配件和工具應有特殊的機柜架,以保持清潔,防止生銹和擦傷,不得借用或用于其他目的。鋼筋繞筋機集拉直,長度測量,彎曲,剪切和計數于一體。整機結構緊湊合理,操作簡單,生產效率高,省工省力。該機采用全自動微電腦控制伺服驅動電機,具有速度快,功率大,工藝準確,故障率低的優點。設備潤滑是鋼筋彎曲機現場使用和的重要組成部分。鋼筋繞筋機的正確合理潤滑可以鋼筋繞筋機零件的摩擦磨損,延長設備的使用壽命,充分發揮鋼筋繞筋機的效率,功能損失,防止設備腐蝕和熱變形。相反繞筋機忽視鋼筋繞筋機的潤滑和鋼筋繞筋機的不當潤滑將不可避免地加速鋼筋繞筋機的磨損,導致設備故障和事故,加速狀態的惡化設備,影響產品質量和產量。自動鋼筋繞筋機的基本特點:由水平和垂直組成的兩套矯直輥可自動調節,加上四個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直精度。彎曲和剪切機構:采用進口伺服電機驅動,彎曲臂可高速和縮放,剪切機構通過高速剪切完成,確保彎曲精度。鋼筋繞筋機的性能和特點:1.本機直線切斷。掛鉤機,電腦數控輸入,所有兩個掛鉤鋼筋均可一次成型,可變掛鉤角度90度,135度,180度可調;掛鉤長度5/7/10/15cm可彎曲鋼筋的長度從短的0.16M到長的9M。2.除了成型鉤,該機器還可用作高性能矯直和切割機,矯直切割速度高達50米/分鐘。
葫蘆島鋼筋籠纏繞筋機電話報價
F.設備配件和工具應有特殊的機柜架,以保持清潔,防止生銹和擦傷,不得借用或用于其他目的。鋼筋繞筋機集拉直,長度測量,彎曲,剪切和計數于一體。整機結構緊湊合理,操作簡單,生產效率高,省工省力。該機采用全自動微電腦控制伺服驅動電機,具有速度快,功率大,工藝準確,故障率低的優點。設備潤滑是鋼筋彎曲機現場使用和的重要組成部分。鋼筋繞筋機的正確合理潤滑可以鋼筋繞筋機零件的摩擦磨損,延長設備的使用壽命,充分發揮鋼筋繞筋機的效率,功能損失,防止設備腐蝕和熱變形。相反繞筋機忽視鋼筋繞筋機的潤滑和鋼筋繞筋機的不當潤滑將不可避免地加速鋼筋繞筋機的磨損,導致設備故障和事故,加速狀態的惡化設備,影響產品質量和產量。自動鋼筋繞筋機的基本特點:由水平和垂直組成的兩套矯直輥可自動調節,加上四個牽引輪,由進口伺服電機驅動,確保鋼筋的矯直精度。彎曲和剪切機構:采用進口伺服電機驅動,彎曲臂可高速和縮放,剪切機構通過高速剪切完成,確保彎曲精度。鋼筋繞筋機的性能和特點:1.本機直線切斷。掛鉤機,電腦數控輸入,所有兩個掛鉤鋼筋均可一次成型,可變掛鉤角度90度,135度,180度可調;掛鉤長度5/7/10/15cm可彎曲鋼筋的長度從短的0.16M到長的9M。2.除了成型鉤,該機器還可用作高性能矯直和切割機,矯直切割速度高達50米/分鐘。

 鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。
鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。