
<滄州>鵬鑫鋼鐵
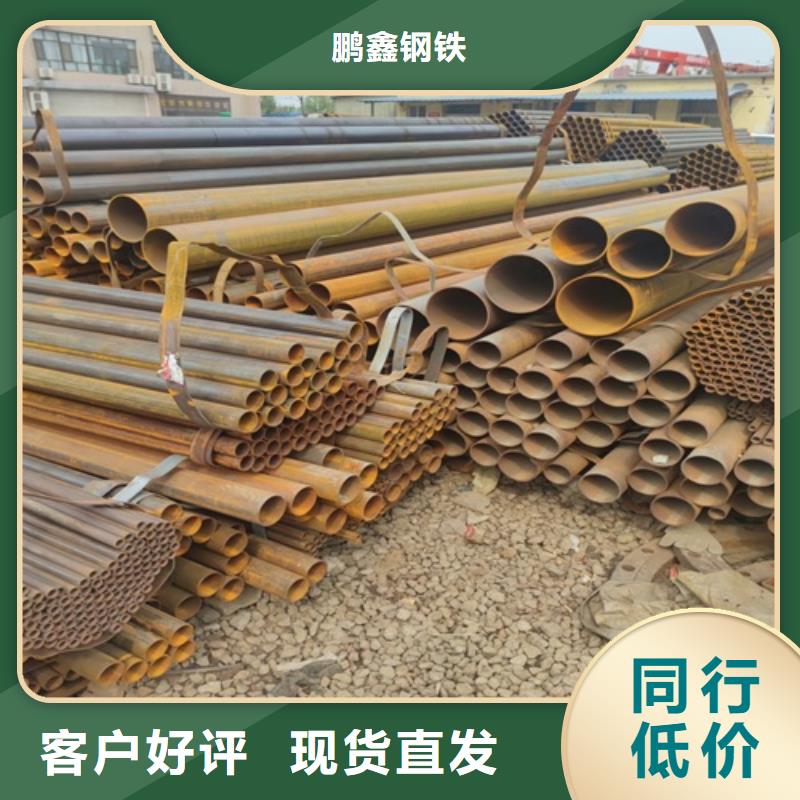
 滄州薄壁焊管工廠直銷
滄州薄壁焊管工廠直銷
滄州薄壁焊管工廠直銷
焊管的分類:一般焊管、直縫焊管、螺旋焊管
一般焊管
用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進(jìn)行水壓、彎曲、壓扁等實(shí)驗(yàn),對(duì)表面質(zhì)量有一定要求,通常交貨長(zhǎng)度為4-10m,常要求定尺(或倍尺)交貨。焊管的規(guī)格用公稱口徑表示(毫米或英寸)公稱口徑與實(shí)際不同,焊管按規(guī)定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種,一般焊管用來(lái)輸送低壓流體。
直縫焊管
生產(chǎn)簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展較快。
規(guī)格:Φ21.3-457.2*1.8-14
螺旋焊管
強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,螺旋縫焊接鋼管分為自動(dòng)埋弧焊接鋼管和高頻焊接鋼管兩種。
A.螺旋縫自動(dòng)埋弧焊接鋼管按輸送介質(zhì)的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結(jié)構(gòu)鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
B.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒(méi)統(tǒng)一的產(chǎn)品標(biāo)準(zhǔn),一般采用普通碳素鋼Q235、Q235F等鋼材制造。
規(guī)格:Φ219-2320*6-22
標(biāo)準(zhǔn):
GB/T3091-1993(低壓流體輸送用鍍鋅焊接鋼管)其代表材質(zhì)Q235A級(jí)鋼。
GB/T3092-1993(低壓流體輸送用鍍鋅焊接鋼管)其代表材質(zhì)為:Q235A級(jí)鋼。
GB/T14291-1992(礦用流體輸送焊接鋼管)其代表材質(zhì)Q235A級(jí)鋼。
GB/T12770-1991(機(jī)械結(jié)構(gòu)用不銹鋼焊接鋼管)其代表材質(zhì)0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流體輸送用不銹鋼焊接鋼管)代表材質(zhì)為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等



滄州薄壁焊管工廠直銷
小口徑焊管酸洗鈍化的步驟:
1、準(zhǔn)備工作
2、化學(xué)除油,化學(xué)除油采用槽內(nèi)浸泡方式,除油槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。小口徑焊管在槽內(nèi)浸泡時(shí),應(yīng)注意放置的位置,避免管內(nèi)存留空氣。浸泡過(guò)程中應(yīng)上下前后移動(dòng)或翻動(dòng)管件,使內(nèi)腔溶液不斷更換,以提果。必要時(shí)取出管件,用水氣沖洗后再進(jìn)行浸泡。
3、熱水漂洗,除油后的焊管從除油槽內(nèi)取出,浸泡在40℃~60℃左右的熱水槽內(nèi)漂洗,時(shí)間5~20分鐘,熱水槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。水中氯離子含量小于25ppm。
4、用水沖洗,水漂洗過(guò)的管件用壓力水(壓力P≥0.1Mpa)進(jìn)行沖洗。
5、鈍化
6、干燥
經(jīng)過(guò)鈍化的管件,要抓緊用潔凈的壓縮空氣或氮?dú)獯蹈桑⑶冶仨氂凶銐虻臅r(shí)間(至少2小時(shí))使之在空氣中自然鈍化。
7、檢驗(yàn)
管件經(jīng)鈍化后,應(yīng)進(jìn)行自檢、互檢,然后提交質(zhì)檢員按要求進(jìn)行驗(yàn)收。
8、保護(hù)
1) 如外表面需要進(jìn)行油漆的焊管,則按照涂裝要求進(jìn)行。
2) 檢驗(yàn)合格后的管件用塑料塞封口,用三防布進(jìn)行包扎保護(hù),并進(jìn)行標(biāo)識(shí)。
