
保障")
憂")



 精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過(guò)程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過(guò)程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來(lái),因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開(kāi)裂的關(guān)鍵。
大金鋼管制造有限公司
精密鋼管在熱處理工藝中淬火工序造成的廢品率往往較高,這主要是在淬火過(guò)程中,同時(shí)形成較大
的熱應(yīng)力與組織應(yīng)力,此外,由于精密鋼管內(nèi)在的冶金缺陷、選材不當(dāng),錯(cuò)料、設(shè)計(jì)上的結(jié)構(gòu)工藝
性差、冷、熱加工過(guò)程中形成的缺陷等因素,均容易在淬火、回火工藝中暴露出來(lái),因此對(duì)零部件
淬火、回火后的缺陷必須進(jìn)行系統(tǒng)的分析與調(diào)查。 淬火變形與淬火裂紋 在實(shí)際生產(chǎn)中,應(yīng)該根
據(jù)淬火變形與淬火裂紋的形成原因采取有效的措施。精密管熱處理盡管做到均勻加熱及正
確加熱:工件形狀復(fù)雜或截面尺寸相差懸殊時(shí),常因加熱不均勻而變形。為此,工件在裝爐前,對(duì)
不許淬硬的孔及截面突變處,應(yīng)采用石棉繩堵塞或綁扎等辦法,以改善其受熱條件,對(duì)一些薄壁圓
環(huán)等易變形零件,可設(shè)計(jì)特定淬火夾具,。這些措施既有利于加熱均勻,又有利于冷卻均勻。工件
在爐內(nèi)加熱時(shí),應(yīng)均勻放置,防止單面受熱,應(yīng)放平,避免工件在高溫塑形狀態(tài)因自重而變形。對(duì)
細(xì)長(zhǎng)零件及袖類零件盡量采用井式爐或鹽爐垂直懸掛加熱。限制或降低加熱速度,可減少工件截面
溫差,使加熱均勻。因此對(duì)大型鍛模、高速鋼及高合金鋼工件,以及形狀復(fù)雜、厚薄不勻、要求變
形小的零件,一般都采用預(yù)熱加熱或限制加熱速度的措施。合理選擇淬火加熱溫度,也是減少或防
止變形、開(kāi)裂的關(guān)鍵。
大金鋼管制造有限公司
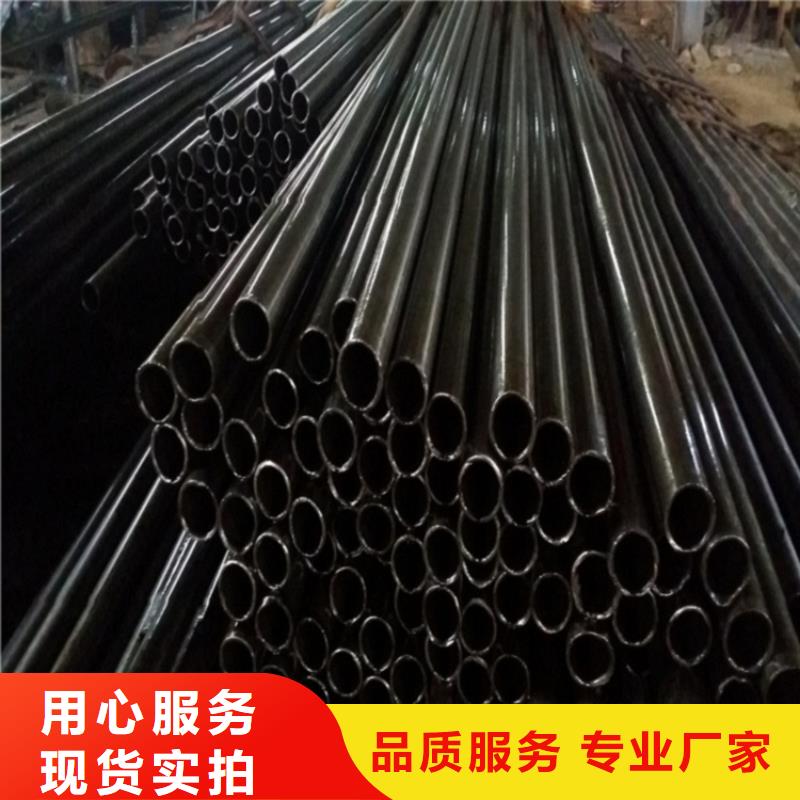
 由于鋼管的表面是很容易氧化的,所以鋼管要盡量放在密封的地方。但是精密鋼管就不需要這也,
因?yàn)樗谋砻娌灰妆谎趸@主要和組成精密鋼管的原材料是分不開(kāi)的。那么精密鋼管的內(nèi)外壁是
怎樣的呢? 精密鋼管為什么被氧化:精密鋼管內(nèi)外壁無(wú)氧化層,承受高壓、無(wú)泄漏、高精密、高光
潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫、壓扁無(wú)裂縫、表面防銹處理,廣泛用于液壓系統(tǒng)用精密鋼
管、注塑機(jī)用精密鋼管、液壓機(jī)用精密鋼管、船舶制造用鋼管、EVA發(fā)泡油壓機(jī)械、精密油壓裁斷
機(jī)用無(wú)縫鋼管、制鞋機(jī)械、液壓設(shè)備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機(jī)械、鍛
壓機(jī)械、壓鑄機(jī)械、工程機(jī)械、混泥土泵車用高壓鋼管、環(huán)衛(wèi)車用、汽車行業(yè)、造船工業(yè)、金屬加
工、軍工、柴油機(jī)、內(nèi)燃機(jī)、空壓機(jī)、建筑機(jī)械、農(nóng)林機(jī)械等,完全可以替代同標(biāo)準(zhǔn)的進(jìn)口精密鋼
管。看到以上這些介紹,大家一定會(huì)感慨原來(lái)精密鋼管有這么強(qiáng)大的功能可以這么說(shuō),精密鋼管一
直是非常“低調(diào)”的鋼管,單看它的表面,并不像有這么多功能,但是你要看內(nèi),那可真是不得了
呀。組成精密管的原材料性能都是相當(dāng)好呀!
由于鋼管的表面是很容易氧化的,所以鋼管要盡量放在密封的地方。但是精密鋼管就不需要這也,
因?yàn)樗谋砻娌灰妆谎趸@主要和組成精密鋼管的原材料是分不開(kāi)的。那么精密鋼管的內(nèi)外壁是
怎樣的呢? 精密鋼管為什么被氧化:精密鋼管內(nèi)外壁無(wú)氧化層,承受高壓、無(wú)泄漏、高精密、高光
潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫、壓扁無(wú)裂縫、表面防銹處理,廣泛用于液壓系統(tǒng)用精密鋼
管、注塑機(jī)用精密鋼管、液壓機(jī)用精密鋼管、船舶制造用鋼管、EVA發(fā)泡油壓機(jī)械、精密油壓裁斷
機(jī)用無(wú)縫鋼管、制鞋機(jī)械、液壓設(shè)備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機(jī)械、鍛
壓機(jī)械、壓鑄機(jī)械、工程機(jī)械、混泥土泵車用高壓鋼管、環(huán)衛(wèi)車用、汽車行業(yè)、造船工業(yè)、金屬加
工、軍工、柴油機(jī)、內(nèi)燃機(jī)、空壓機(jī)、建筑機(jī)械、農(nóng)林機(jī)械等,完全可以替代同標(biāo)準(zhǔn)的進(jìn)口精密鋼
管。看到以上這些介紹,大家一定會(huì)感慨原來(lái)精密鋼管有這么強(qiáng)大的功能可以這么說(shuō),精密鋼管一
直是非常“低調(diào)”的鋼管,單看它的表面,并不像有這么多功能,但是你要看內(nèi),那可真是不得了
呀。組成精密管的原材料性能都是相當(dāng)好呀!
 精密管無(wú)氧退火爐采用的是電加熱預(yù)抽真空保護(hù)氣氛等溫球化退火爐通過(guò)前后預(yù)熱真空氮?dú)獗Wo(hù)的方法,實(shí)現(xiàn)工件無(wú)氧化退火。設(shè)備具有氣氛消耗量小,能耗低,后續(xù)加工潔凈的特點(diǎn),并且加熱速度快、均勻,大大縮短了退火工藝時(shí)間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質(zhì)量?jī)?yōu)于 /t1255-2001等標(biāo)準(zhǔn)的要求金相組織細(xì)小,均勻分布,實(shí)現(xiàn)了球化退火的,優(yōu)質(zhì),低耗,自動(dòng)連續(xù)生產(chǎn)的目的。
控制精度:±1℃爐溫均勻度:±1℃(根據(jù)加熱室大小而定)。
操作方便,可編程,pid自整定、自動(dòng)升溫、自動(dòng)保溫、自動(dòng)降溫,無(wú)需值守;可另配與計(jì)算機(jī)通訊通過(guò)計(jì)算機(jī)操作電爐(啟動(dòng)電爐、停止電爐、暫停升溫、設(shè)定升溫曲線、升溫曲線儲(chǔ)存、歷史曲線等),軟件免費(fèi)詳見(jiàn):計(jì)算機(jī)控制系統(tǒng)。
精密管無(wú)氧退火爐采用的是電加熱預(yù)抽真空保護(hù)氣氛等溫球化退火爐通過(guò)前后預(yù)熱真空氮?dú)獗Wo(hù)的方法,實(shí)現(xiàn)工件無(wú)氧化退火。設(shè)備具有氣氛消耗量小,能耗低,后續(xù)加工潔凈的特點(diǎn),并且加熱速度快、均勻,大大縮短了退火工藝時(shí)間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質(zhì)量?jī)?yōu)于 /t1255-2001等標(biāo)準(zhǔn)的要求金相組織細(xì)小,均勻分布,實(shí)現(xiàn)了球化退火的,優(yōu)質(zhì),低耗,自動(dòng)連續(xù)生產(chǎn)的目的。
控制精度:±1℃爐溫均勻度:±1℃(根據(jù)加熱室大小而定)。
操作方便,可編程,pid自整定、自動(dòng)升溫、自動(dòng)保溫、自動(dòng)降溫,無(wú)需值守;可另配與計(jì)算機(jī)通訊通過(guò)計(jì)算機(jī)操作電爐(啟動(dòng)電爐、停止電爐、暫停升溫、設(shè)定升溫曲線、升溫曲線儲(chǔ)存、歷史曲線等),軟件免費(fèi)詳見(jiàn):計(jì)算機(jī)控制系統(tǒng)。

點(diǎn)擊查看大金鋼管制造有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
