服務熱線:13298459090

更新時間:2025-02-10 07:02:11 瀏覽次數:5 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |
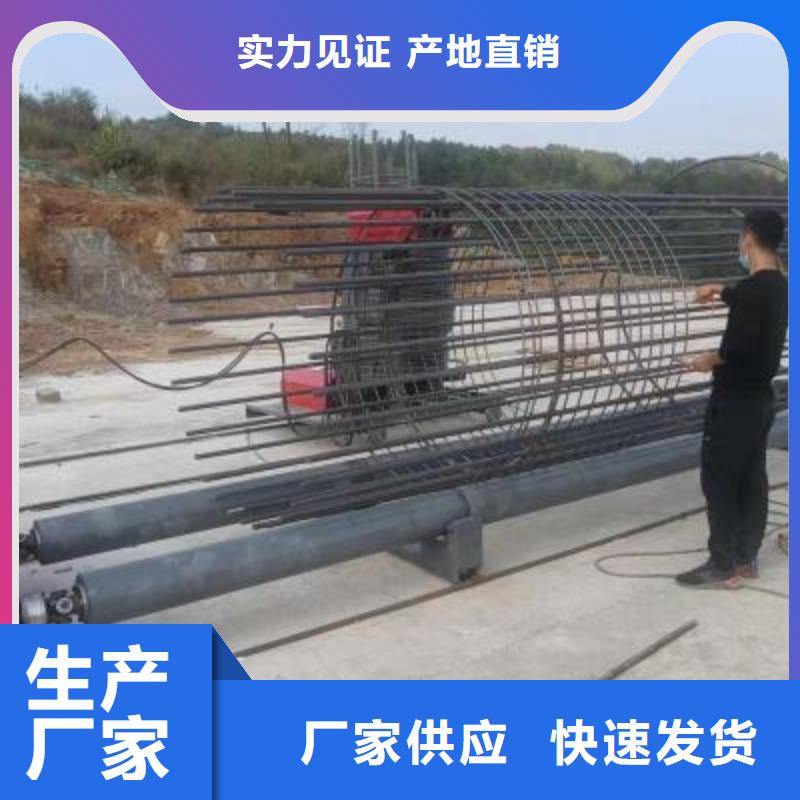


鉆孔樁所使用的柱狀鋼筋籠由主筋和箍筋焊接或綁扎而成, 鋼筋直徑比較大,目前國內鉆孔灌注樁鋼筋籠成型工藝多采用長線放樣、人工成型的施工工藝,該施工工藝機械化率低,成型質量不穩定,耗用大量人工。我項目樁基鋼筋采用剝肋滾絲直螺紋連接, 該連接工藝質量穩定、可控性較好,但對鋼筋籠成型精度要求比較高,人工成型的鋼筋籠對接比較困難。 我項目根據實際情況采用鋼筋籠滾焊機生產樁基鋼筋籠,即樁基鋼筋籠整體成型工藝。
鋼筋籠繞筋機設備特點
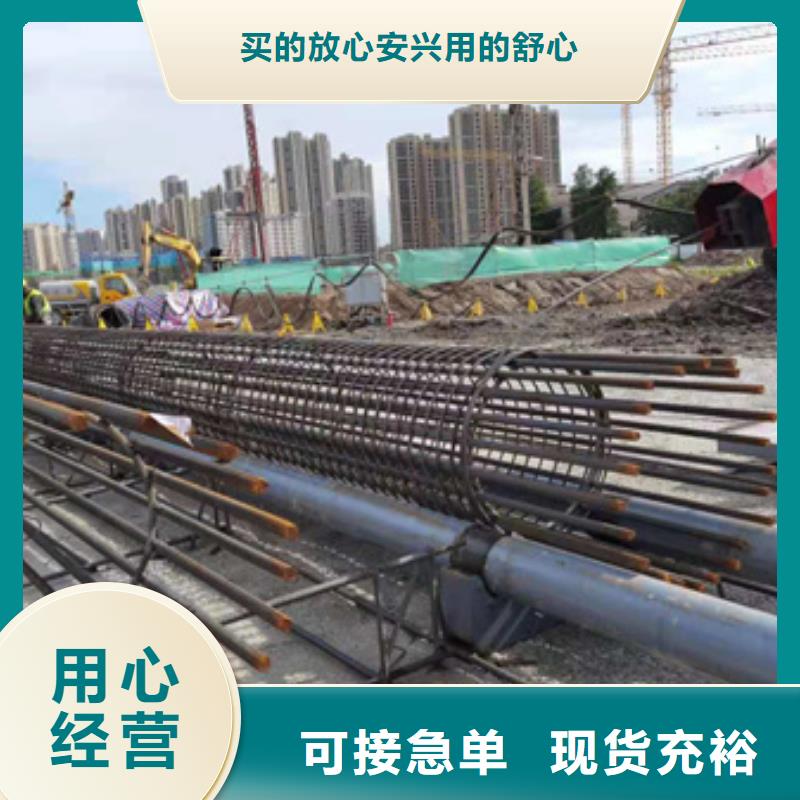
1 加工速度快: 20 米鋼筋籠成型耗時 90分鐘左右,工作效率非常高。
2 加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。
3、數控鋼筋籠滾焊機運行過程中,嚴禁對電氣部分進行遮蓋,要保持散熱順暢;
4、設備運行2個月左右后,要對斷路器、馬達接線端子、電箱內接線端子,在電源切斷的情況下進行重新緊固;
5、2個月左右要對減速機、液壓站油量進行定期檢查。若不足,需要進行添加,如有漏油現象要進行及時進行修理;
6、每個星期要對所有的潤滑油嘴進行打黃油一次;
7、設備正常運行2個月左右,要對所有的螺栓、螺帽進行重新緊固;鋼筋籠繞筋機
8、每周要定期用油漆毛刷或微風吹風機電氣柜中的灰塵,保持電氣柜內清潔,否則可能會引起短路燒壞設備的事故發生;
9、對配套設備,如液壓站的維護保養請參閱相應產品使用說明書(嚴防進水、拆卸相應零部件嚴防灰塵和其他臟物進入)。

鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導管到達移動盤導管,并經過電動工具將主筋固定在移動盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動盤同步旋轉且移動盤按照預先設定的速度(行走速度可根據操作工人的熟練程度經行調整)前進,同時進行焊接,從而生產出成品鋼筋籠。引進 歐洲技術,鋼筋籠直徑誤差可控制在1cm內;1米長度的鋼筋籠盤筋間距誤差可控制在5mm內;生產效率是人工制作鋼筋籠的3-4倍,設備操作工人只需要3-5人,生產出來的成品鋼筋籠主筋、盤筋間距均勻,焊點飽滿、牢固,可實現監理免檢。?> 采用ABB、Panasonic等進口電控元器件,確保設備運行穩定;鋼筋籠繞筋機

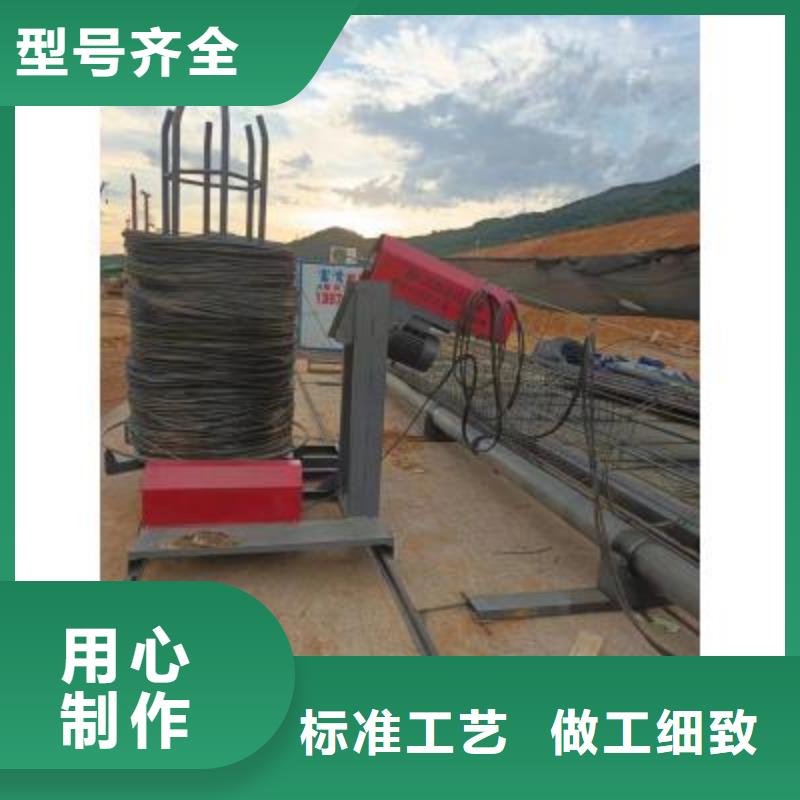
鋼筋籠繞筋機滾焊機一般包括軌道架、滾焊裝置、提供綁扎鋼絲的供料架和牽引裝置,其中牽引裝置用于夾持和帶動鋼筋籠移動,在這個過程中滾焊裝置在多根鋼筋上纏繞并焊接繞絲。
但由于供料架架設于牽引裝置和滾焊裝置之間,在使用過程中,必須將牽引裝置上的夾頭部分穿過供料架,達到靠近滾焊裝置的附近;而牽引機構的空間位置決定其掃動區域必然是完全包裹鋼筋籠的,也就是常規狀態下牽引機構將鋼筋籠牽引拉出至十幾米的過程中無法得到支撐,而鋼筋籠在焊接的過程中必然會存在一定的熱量以導致鋼筋籠的強度略微下降;以上因素均將導致鋼筋籠在成型過程中會產生一定的彎曲,從而導致鋼筋籠的結構強度有所變化,不利于后期的電線桿制作。
 廊坊鋼筋籠盤絲機出廠價格
建貿機械設備有限公司
廊坊鋼筋籠盤絲機出廠價格
建貿機械設備有限公司
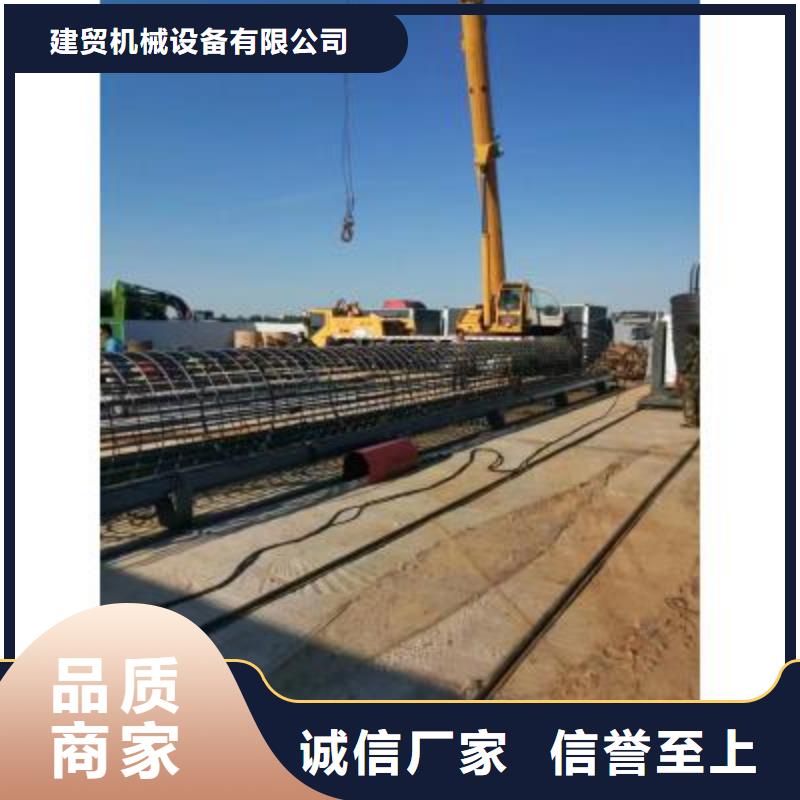
鋼筋加工行業經過多年的摸索和發展,施工現場對鋼筋加工設備的使用要求也逐步提高。原始的手工制作、機械加工日漸不能滿足現階段和以后鋼筋加工行業的需要,數控鋼筋加工設備的應用勢必推動整個行業的發展。公司主要產品有:鋼筋籠繞筋機、數控鋼筋彎曲機、數控彎箍機、全自動鋼筋籠滾焊機、手提式液壓彎曲機、鋼筋鐓粗機等一系列鋼筋加工設備。公司產品主要用于高速公路、高速鐵路標準化建設領域、房屋建筑領域的鋼筋加工場或施工現場,重點服務對象為中鐵、中交、各省路橋等施工企業及專業的鋼筋加工廠。
鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等
1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。


