13100067565


聯(lián)系我們

更新時間:2025-01-14 18:38:22 瀏覽次數(shù):4 公司名稱: 鑫福興管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 3000/噸 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現(xiàn)付 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | K9 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
| 產(chǎn)品品牌 | 鑫福興 |
| 產(chǎn)品規(guī)格 | DN80-DN1400 |


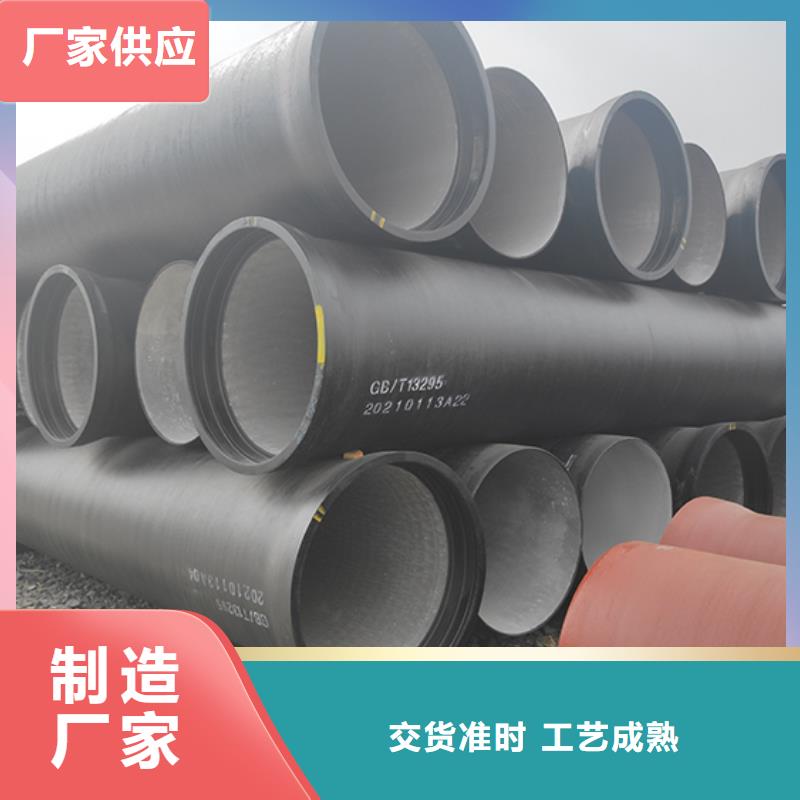




球墨鑄鐵管在切割以后,為了方便連接和使用,需要在球墨鑄管的一段套上螺紋,一般選用的鏈接用的管道螺紋是英制的55°的管螺紋。一般情況下會將管端加工成圓錐形的螺紋,可以增強防水效果。在安裝螺紋的時候,首先要保證螺紋是端正的,沒有偏扣、亂扣的現(xiàn)象,還要保證螺紋是光滑的沒有毛刺。球磨鑄鐵管而且,在球墨鑄管上選擇的螺紋需要有一定的錐度,松緊的程度要適中,套好之后可以進行試擰,一般以空手擰2-3圈為宜。如果太松了就會影響密封的效果,太緊了就會使閥門脹裂。所以在安裝螺紋的時候應(yīng)該注意松緊度。螺紋接好后,在外面露出來兩三扣備用。
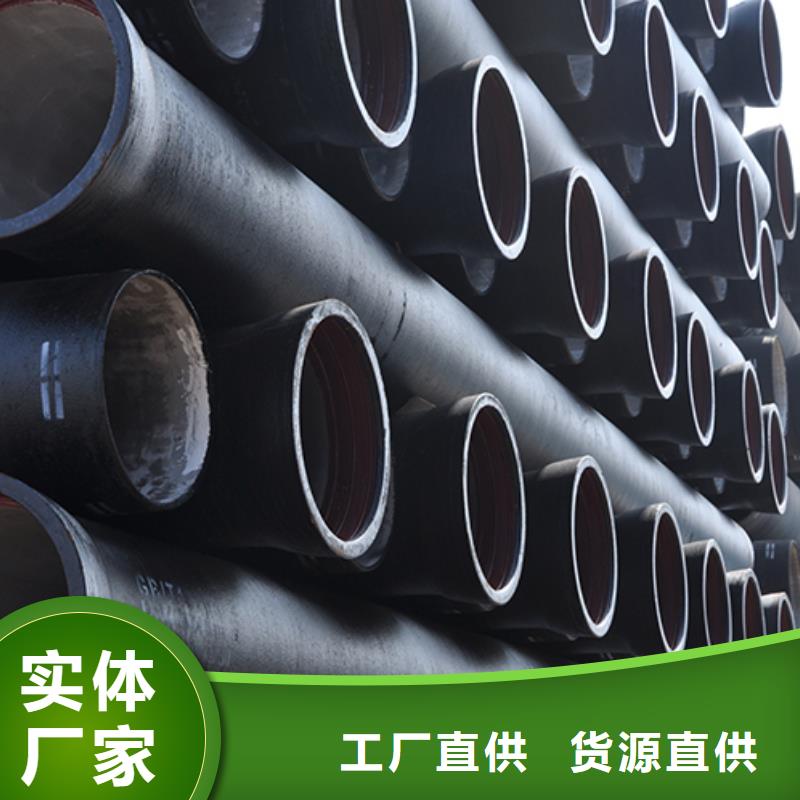
灰鑄鐵、球墨鑄鐵、鋁鑄鐵等鑄件采用鑄造冒口分離器。其在抹灰時無振動的優(yōu)良特性取代了傳統(tǒng)的錘擊拆除方法。它具有使用方便、節(jié)能、維護方便、維護成本低等優(yōu)點。從而為鑄造企業(yè)節(jié)省開支,增加企業(yè)收入。首先,我們應(yīng)該知道什么是球墨鑄鐵給水管。事實上,球墨鑄鐵給水管的名稱是用來供水的。它是由鎂或稀土鎂結(jié)合金球化劑在澆注前加入鐵水而成。它具有強度高、延伸率高、耐沖擊、耐腐蝕、密封性能好等優(yōu)點,是供水環(huán)境中不可缺少的好幫手。同時可以改善管道的應(yīng)力狀態(tài),提高管網(wǎng)運行的可靠性。另外,補充一些球墨鑄鐵管反腐處理的方法:1.瀝青涂料輸送氣體的管道。油漆前預(yù)熱管可提高瀝青漆的附著力,加速干燥。2.水泥砂漿襯里+這種內(nèi)部防腐措施適用于污水輸送管道,可提高內(nèi)襯的耐腐蝕性。3.環(huán)氧煤瀝青涂料不僅適用于燃氣管道,也適用于污水管道。它是一種附著力高、外觀光滑的雙組分涂料4.環(huán)氧陶瓷襯里適用于污水管道和燃氣管道,但由于生產(chǎn)工藝難度大、成本高,在應(yīng)用上有一定的局限性。環(huán)氧陶瓷襯里附著力高,光潔度高,是一種優(yōu)良的防腐涂料。5.鋁酸鹽水泥涂料或硫酸鹽水泥涂料適用于污水管球墨鑄鐵管的內(nèi)部防腐,提高了污水中酸堿成分的耐腐蝕性。6.聚氨酯涂層,在防腐作用方面具有非常好的效果。
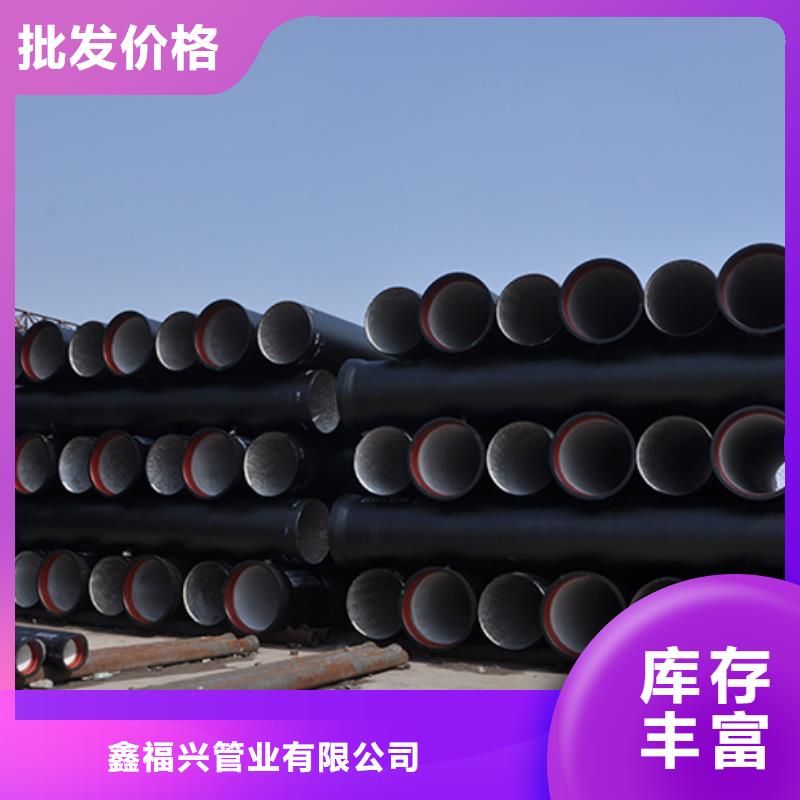
聚氨酷內(nèi)襯涂層也可用丁輸送固態(tài)顆粒含量高的工業(yè)廢水02環(huán)氧陶瓷涂環(huán)氧陶瓷防腐涂層是由環(huán)氧樹脂和石英粉(重量比50%以上)組成該涂層具有機械強度高、附著力大防腐性能好、硬度高、光滑耐磨等特點。同時也具有一定韌性是一種優(yōu)良的管道內(nèi)襯防腐涂層可大大提高鑄管在腐蝕環(huán)境中的使用壽命。環(huán)氧陶瓷內(nèi)襯也適用于燃氣管道和污水管道該涂層成本高工藝復(fù)雜生產(chǎn)條件要求高所以在使用上有一定的局限性。環(huán)氧陶瓷分為黑陶(GH101型)和白陶(CH102 型)黑陶涂層的鑄鐵管目前用于輸送污水、中水;白陶呈白色白陶涂層鑄鐵管用于輸送的水質(zhì)為飲用水、中水。污水處理廠、化工廠設(shè)備內(nèi)防腐也可用到環(huán)氧陶瓷產(chǎn)品。03水泥+環(huán)氧樹脂內(nèi)襯水泥+環(huán)氧樹脂內(nèi)襯是指在水泥砂漿內(nèi)襯表而涂覆一定厚度的環(huán)氧樹脂特殊涂層作為密封層為球墨鑄鐵管內(nèi)壁提供一道物理屏障隔絕水與球鐵管內(nèi)璧的接觸。閃襯中環(huán)氧樹脂密封涂層作用使質(zhì)量穩(wěn)定;延長水泥砂漿內(nèi)襯壽命也可以避免通水過程中水質(zhì)p值增高。
球墨鑄鐵管環(huán)氧樹脂噴涂工藝:表面準備:保證噴涂之前管件的表面干凈沒有油污、潤滑油和水分。噴涂前的表面必須至少符合ENISO8501-1規(guī)定的等級。拋丸后的管件和配件必須用合適的工具搬運以免弄臟表面。環(huán)氧樹脂涂層終產(chǎn)品應(yīng):——顏色一致,除了允許的嘜頭——表面和光滑度一致,除了可以接受的修補——沒有可看的見的缺陷(針孔、氣泡、洲其或者漏點)由于修補或者暴曬而引起的輕微的表面顏色的變化是可以接受的。附著力:環(huán)氧樹脂涂層的附著力必須平均值達到8pa,小值為6Mpa。涂層厚度:局部厚度小值必須大于200μm,小平均值必須等于或者大于250μm。壓痕強度:在48小時后測量壓痕深度不能大于開始時涂層厚度的30%。在24h和48h測量的壓痕厚度必須小于在0h到24h之間測量的厚度,但不能大于開始厚度的5%。