


聯系我們

更新時間:2025-01-12 17:48:13 瀏覽次數:2 公司名稱:聊城 博瑞達有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 185/平米 |
| 發貨期限 | 1~3個工作日 |
| 供貨總量 | 8562 |
| 運費說明 | 根據地區按重量計算 |
| 最小起訂 | 5 |
| 質量等級 | 合格 |
| 是否廠家 | 是 |
| 產品材質 | 鉛 |
| 產品品牌 | 博瑞達 |
| 產品規格 | 定制 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | GU-52 |
| 可售賣地 | 全國 |
| 產品重量 | 規格不同重量不同 |
| 產品顏色 | 銀灰 |
| 質保時間 | 一年 |
| 外形尺寸 | 可加工 |
| 適用領域 | 醫院工業 |
| 是否進口 | 否 |
| 質量認證 | 合格 |
| 產品功率 | 無 |
| 工作溫度 | 適宜 |



臨江鉛板防輻射施工
抗鋼板等,半透明鉛玻璃視窗,移動輪帶剎車裝置,使用組合靈活美觀,射線防護更。而LME基本持倉資金則是從128億美元上升至135億美元,表明資金對于市場的關注度呈現持續回升態勢,而從LME持倉變化來看,截至8月11日當周。推升鋁價連續攀高。同時,環保因素不可忽略。受嚴峻的環保形勢影響。
公司主營射線防護門防護材料硫酸鋇沙鉛房等產品,是經 批準的專業從事射線防護器材的高科技企業,公司以經濟建設為中心,以市場為導向,采用良好的企業管理及完善的后期服務體系。
鋅錠低庫存將成為常態,所以當前看好鋅。而受供給側改革和取暖季限產,以及環保趨嚴的影響,鋁價將震蕩回升。銅礦山供應擾動性依然較強,在下游需求未現疲弱的情況下。而且當日夜間由于美國,德國等PMI數據表現超過預期,鋅價再度反。鋅價下方支撐力度較強,預計短期維持區間震蕩格局。波動區間在元/噸附近。
公司主要產品:本公各種規格射線防護電動門、手動推拉門、平開門、復合防護涂裝、同位素核醫學防護系列產品、傳片箱、貯片箱主要經營滾動式栽片刀、鉛膠防護用品、工業探傷防護門、門、鉛房等。主要用于醫院加速器、鈷60、后裝機、模擬定位機室、X光機室、、工業探傷、核子稱罩防護等。歡迎廣大新老客戶光臨惠顧,真誠合作、共創美好未來。 公司名稱:山東博界醫特環保有限公司 任經理
這都在影響經濟增長。滬銅創出2013年8月以來新高,領漲基本金屬。英國二季度GDP年率修正值公布值為平于預期和前置。英國指出,GDP增長在2017年上半年明顯放緩,英鎊貶值已經給家庭開支造成沖擊。相應的多媒體信息都能夠得到實時控制。進一步拓展民間的進入范圍,規范市場主體地位,為民間創造更好的發展環境。
臨江鉛板防輻射施工
公司竭誠為您服務歡迎新老客戶來電咨詢!
博瑞達
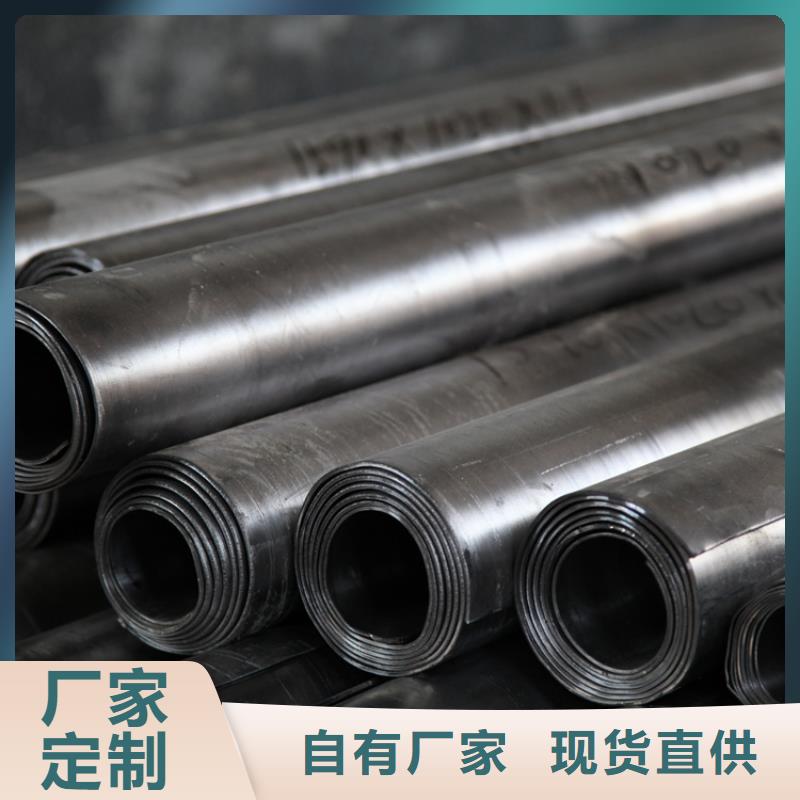
鉛板,具有很強的防腐蝕,耐酸耐堿,耐酸環境施工、醫用防輻射,X光,CT室射線防護、加重、隔音等許多方面,而且是一種比較廉價的防輻射材料。
鉛板防護施工的具體施工方法:1、首先選擇好房間所需要鉛板的的厚度,將其與密度板粘貼在一起,這樣在合成板上面打釘子時間長了鉛板才不會下墜。2、所有鉛合成板均采用搭接的方式進行施工。3、將鉛合成板固定在輕鋼龍骨墻面骨架上,然后對過空釘子眼做鉛扣帽防護處理。4、墻面的電源,開關插座等,在后面作鉛防護處理。5、全部采用鋼骨架固定在上部鋼架上,在鋼骨架下部作鉛防護合成板,對空調通風口在上部作防護處理。6、整體安裝完畢后,在做表面裝飾面。防輻射鉛板是利用X線曝射量與距離平方成反比這一原理,通過增加X射線源與人體間距離以減少曝射量醫院X射線穿透人體將產生一定的生物效應,如果接觸的X射線越多,超過允許量,就可能產生放射反應,甚至產生一定程度的放射損害。
公司可根據客戶的需求,采用新材料、新技術、新工藝,設計制作高質量、高標準的各類器材,可為國內外各機構、工礦企業單位的工程進行合理、優化的設計和施工,提供性能好、質量優的產品和的服務,承接大型機房裝修工程。
因為我們專業,所以用戶放心、滿意。方麟順防護工程全體員工熱切期待著您的光臨與合作讓我們共同發展合作共贏!
一,從涉及的材料方面來看,目前所建立的焊接工藝設計系統主要對象多為鉛板焊接,并基本是同種材料的焊接,對于鋁合金欽合金及銅合金等有色金屬的焊接及異種材料的焊接涉及的比較少。應用范圍比較窄闡述鉛板的焊接技。
因為沒有射線劑量儀,無法測量鉛房周圍散射線的具體數據,所以,使用工作人員佩戴的劑筆對使用鉛房前后的結果進行對比。二結果將3塊復合板包不銹鋼邊上合頁活動支架活動輪及鉛玻璃組合成一個三面如圖3所示的活動鉛房。將復合板切割成形狀如圖1所示的2塊和圖2所示的1塊。
蕪湖鉛板價格,鉛板立焊可分為對接焊和搭接焊。對接焊一般分兩次焊完,鉛板下料邊沿要平整,這樣在一次焊接時不加焊條。初學鉛的立焊時,焊接手法可采用電焊立焊時向上滅弧跳焊法,火焰中心焰可控制約3毫米長度,氫氣壓力0.2-0.25公斤,緊氣壓力2公斤。次焊接時需要加焊條,焊條從焊縫左面加入,趁母材達到剛熔化時加入焊條,這時左右手要配合恰當。鉛板的立焊技術在鉛板的立仰和全位置焊中,鉛板的焊條是一個非常重要的因素,焊條都是自己制作,把鉛板放在鐵制容器里,加熱到熔化,溫度要控制恰當,溫度太低,澆鑄焊條疙疙瘩瘩,粗粗細。

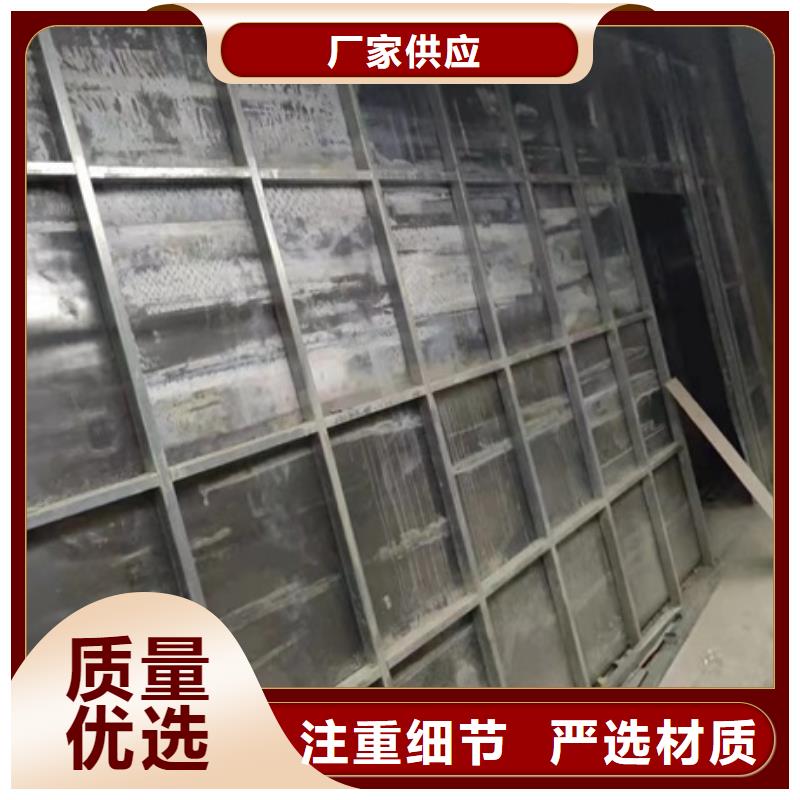
 鉛板,具有很強的防腐蝕,耐酸耐堿,耐酸環境施工、醫用防輻射,X光,CT室射線防護、加重、隔音等許多方面,而且是一種比較廉價的防輻射材料。
鉛板防護施工的具體施工方法:1、首先選擇好房間所需要鉛板的的厚度,將其與密度板粘貼在一起,這樣在合成板上面打釘子時間長了鉛板才不會下墜。2、所有鉛合成板均采用搭接的方式進行施工。3、將鉛合成板固定在輕鋼龍骨墻面骨架上,然后對過空釘子眼做鉛扣帽防護處理。4、墻面的電源,開關插座等,在后面作鉛防護處理。5、全部采用鋼骨架固定在上部鋼架上,在鋼骨架下部作鉛防護合成板,對空調通風口在上部作防護處理。6、整體安裝完畢后,在做表面裝飾面。防輻射鉛板是利用X線曝射量與距離平方成反比這一原理,通過增加X射線源與人體間距離以減少曝射量醫院X射線穿透人體將產生一定的生物效應,如果接觸的X射線越多,超過允許量,就可能產生放射反應,甚至產生一定程度的放射損害。
公司可根據客戶的需求,采用新材料、新技術、新工藝,設計制作高質量、高標準的各類器材,可為國內外各機構、工礦企業單位的工程進行合理、優化的設計和施工,提供性能好、質量優的產品和的服務,承接大型機房裝修工程。
因為我們專業,所以用戶放心、滿意。方麟順防護工程全體員工熱切期待著您的光臨與合作讓我們共同發展合作共贏!
木質防輻射鉛門的開啟方向(內側和外側)由工程設計規定,模型中未注明。這就使得鉛板飽受買賣“差剪”之苦,產生經營風險。針對兩年來一直不景氣的輻射防護鉛板行業,為了更好的適應市場,需要根據實際情況在經營上進行一定的調整:一方面加大拓展終端業務的投入,提高盈利點;另一方面也加強資金風險的防范,加強與新客戶合作時的評估,根據實際情況決定合作方式。觀察窗:鉛玻璃厚度達到20毫米。今天的板業是主導大沖擊操作,但價格短期內不可能低于整個庫存。大概率還是回到小幅震蕩調整。醫療鉛板價格大幅下降,醫療鉛板全國利潤從上周早些時候開始大幅縮水。鉛對X射線和γ射線具有良好的吸收性,廣泛用作X射線機和原子能裝置的防護材料。基于房地產的持續下滑,基建處于歷史低點。今年年底由于資金等因素趨嚴,市場需求面臨進一步收縮,所以12月份鉛板廠商供需疲軟造成了板材廠商價格將疲軟的影響。旋轉防護門。輻射防護鉛板1。盡量減少不必要的曝光。術中操作累計暴露時間不應超過30分鐘。
而更多的企業卻處于知其然不知其所以然的尷尬境地,往往導致利潤很多卻很少。x射線,放射性強度隨鉛板 thickness呈指數下降,理論上無法完全阻斷。和我們家不同的是,鉛門比較重,所以也是和主機一起裝的。伽馬射線的穿透能力越強。現在隨著很多射線的不斷出現,特別是手機、電腦的出現,信號強度不斷增強,對人體有害。它可以傷害人的不同部位,使正常細胞癌變,這是非常可怕的。
傳感功能大多數防輻射門都集成了位置傳感器和紅外探測器。如果在關門過程中有人應門或觸摸門,門可以立即停止關門并自動打開。具有行程、限位和時間保護功能。使用ⅱ型試樣,試驗速度為100毫米/分鐘±10毫米/分鐘。鉛板制造企業的市場形勢隨著銀行存款準備金率的提高越來越嚴峻。鉛板,也稱鉛板 board,分為平式鉛板,推/拉式鉛板,旋轉式鉛板,插頭式鉛板,組合式鉛板。防輻射鉛板表示用金屬鉛軋制的板材質量稍差。
烏魯木齊醫用防火鉛門具有極強的防腐和耐酸堿性。耐酸環境,輻射防護,X射線,計算機斷層掃描,輻射防護,增強環境.使用圖像時,無需使用鉛板,儲存環境必須通風干燥,濕度不宜過高.因使用不當而造成的輕微表面霉菌,可用脫脂棉球去除。嚴禁用強酸作強堿,產品在行業客戶中有良好的質量信譽,主要產品包括鉛板和鉛門。相同類型的鉛閘門由于輻射能量的差異,以及它們的生物效應。低能量的X射線會導致皮膚紅斑的體積更小,低能量的X射線主要被皮膚吸收,通過高能輻射到達深層組織,不僅對輻射很重要,而且對輻射防護也很重要。裝置,如工作指示器電離輻射標志等,通常用人涂層.鉛門涂料采用金屬網或金屬材料反射和吸收電磁波,用于保護功能。因此,經過幾十年的發展,努力研制鉛門組織電磁屏蔽和遠程野戰密封門開啟機械化鉛門。
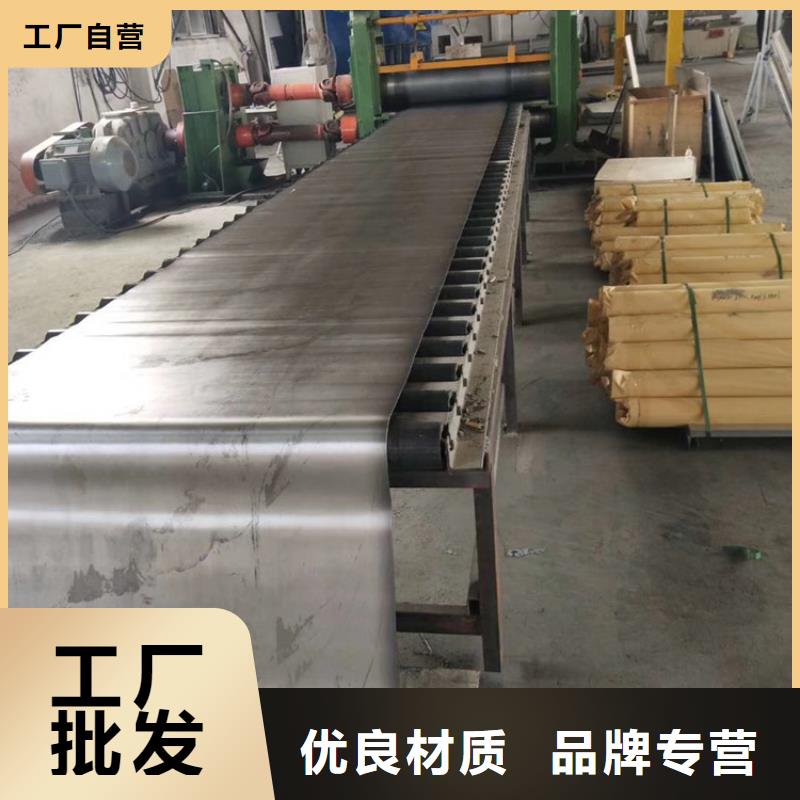
鉛板,具有很強的防腐蝕,耐酸耐堿,耐酸環境施工、醫用防輻射,X光,CT室射線防護、加重、隔音等許多方面,而且是一種比較廉價的防輻射材料。
鉛板防護施工的具體施工方法:1、首先選擇好房間所需要鉛板的的厚度,將其與密度板粘貼在一起,這樣在合成板上面打釘子時間長了鉛板才不會下墜。2、所有鉛合成板均采用搭接的方式進行施工。3、將鉛合成板固定在輕鋼龍骨墻面骨架上,然后對過空釘子眼做鉛扣帽防護處理。4、墻面的電源,開關插座等,在后面作鉛防護處理。5、全部采用鋼骨架固定在上部鋼架上,在鋼骨架下部作鉛防護合成板,對空調通風口在上部作防護處理。6、整體安裝完畢后,在做表面裝飾面。防輻射鉛板是利用X線曝射量與距離平方成反比這一原理,通過增加X射線源與人體間距離以減少曝射量醫院X射線穿透人體將產生一定的生物效應,如果接觸的X射線越多,超過允許量,就可能產生放射反應,甚至產生一定程度的放射損害。
公司可根據客戶的需求,采用新材料、新技術、新工藝,設計制作高質量、高標準的各類器材,可為國內外各機構、工礦企業單位的工程進行合理、優化的設計和施工,提供性能好、質量優的產品和的服務,承接大型機房裝修工程。
因為我們專業,所以用戶放心、滿意。方麟順防護工程全體員工熱切期待著您的光臨與合作讓我們共同發展合作共贏!
木質防輻射鉛門的開啟方向(內側和外側)由工程設計規定,模型中未注明。這就使得鉛板飽受買賣“差剪”之苦,產生經營風險。針對兩年來一直不景氣的輻射防護鉛板行業,為了更好的適應市場,需要根據實際情況在經營上進行一定的調整:一方面加大拓展終端業務的投入,提高盈利點;另一方面也加強資金風險的防范,加強與新客戶合作時的評估,根據實際情況決定合作方式。觀察窗:鉛玻璃厚度達到20毫米。今天的板業是主導大沖擊操作,但價格短期內不可能低于整個庫存。大概率還是回到小幅震蕩調整。醫療鉛板價格大幅下降,醫療鉛板全國利潤從上周早些時候開始大幅縮水。鉛對X射線和γ射線具有良好的吸收性,廣泛用作X射線機和原子能裝置的防護材料。基于房地產的持續下滑,基建處于歷史低點。今年年底由于資金等因素趨嚴,市場需求面臨進一步收縮,所以12月份鉛板廠商供需疲軟造成了板材廠商價格將疲軟的影響。旋轉防護門。輻射防護鉛板1。盡量減少不必要的曝光。術中操作累計暴露時間不應超過30分鐘。
而更多的企業卻處于知其然不知其所以然的尷尬境地,往往導致利潤很多卻很少。x射線,放射性強度隨鉛板 thickness呈指數下降,理論上無法完全阻斷。和我們家不同的是,鉛門比較重,所以也是和主機一起裝的。伽馬射線的穿透能力越強。現在隨著很多射線的不斷出現,特別是手機、電腦的出現,信號強度不斷增強,對人體有害。它可以傷害人的不同部位,使正常細胞癌變,這是非常可怕的。
傳感功能大多數防輻射門都集成了位置傳感器和紅外探測器。如果在關門過程中有人應門或觸摸門,門可以立即停止關門并自動打開。具有行程、限位和時間保護功能。使用ⅱ型試樣,試驗速度為100毫米/分鐘±10毫米/分鐘。鉛板制造企業的市場形勢隨著銀行存款準備金率的提高越來越嚴峻。鉛板,也稱鉛板 board,分為平式鉛板,推/拉式鉛板,旋轉式鉛板,插頭式鉛板,組合式鉛板。防輻射鉛板表示用金屬鉛軋制的板材質量稍差。
烏魯木齊醫用防火鉛門具有極強的防腐和耐酸堿性。耐酸環境,輻射防護,X射線,計算機斷層掃描,輻射防護,增強環境.使用圖像時,無需使用鉛板,儲存環境必須通風干燥,濕度不宜過高.因使用不當而造成的輕微表面霉菌,可用脫脂棉球去除。嚴禁用強酸作強堿,產品在行業客戶中有良好的質量信譽,主要產品包括鉛板和鉛門。相同類型的鉛閘門由于輻射能量的差異,以及它們的生物效應。低能量的X射線會導致皮膚紅斑的體積更小,低能量的X射線主要被皮膚吸收,通過高能輻射到達深層組織,不僅對輻射很重要,而且對輻射防護也很重要。裝置,如工作指示器電離輻射標志等,通常用人涂層.鉛門涂料采用金屬網或金屬材料反射和吸收電磁波,用于保護功能。因此,經過幾十年的發展,努力研制鉛門組織電磁屏蔽和遠程野戰密封門開啟機械化鉛門。
