聯(lián)系我們

您可能對舟山本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-27 06:22:08 瀏覽次數(shù):4 公司名稱:聊城 辰昌盛通金屬材料有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 100/米 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 10000 |
| 運(yùn)費(fèi)說明 | 先付 |
| 最小起訂 | 6米 |
| 質(zhì)量等級 | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 6063G |
| 產(chǎn)品品牌 | 辰昌盛通 |
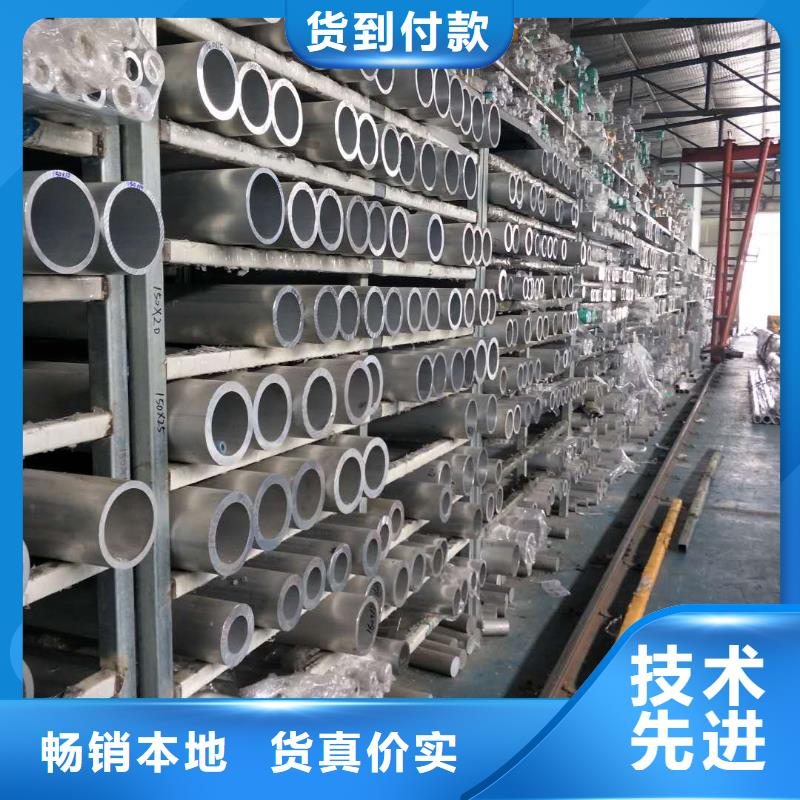
| 產(chǎn)品規(guī)格 | 40-350 |
| 發(fā)貨城市 | 山東 |
| 產(chǎn)品產(chǎn)地 | 濟(jì)南 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 40-350 |
| 可售賣地 | 濟(jì)南 |
| 產(chǎn)品重量 | 1 |
| 產(chǎn)品顏色 | 銀白色 |
| 質(zhì)保時(shí)間 | 365天 |
| 外形尺寸 | 150 |
| 適用領(lǐng)域 | 導(dǎo)電 |
| 是否進(jìn)口 | 是 |
| 質(zhì)量認(rèn)證 | A |
| 產(chǎn)品功率 | a |
| 工作溫度 | 621 |





辰昌盛通金屬材料有限公司地處浙江舟山經(jīng)開區(qū),是一家從事研發(fā)設(shè)計(jì)、生產(chǎn)、銷售 浙江舟山紫銅排制品為一體公司,以質(zhì)量求生存,以信譽(yù)求發(fā)展,以一切為了顧客的方針準(zhǔn)則,贏得了廣大客戶的信賴。 浙江舟山紫銅排產(chǎn)品暢銷全國125個(gè)城市地區(qū);誠摯期待與您合作。



自有廠家多年舟山紫銅排經(jīng)驗(yàn)質(zhì)量值得信賴

舟山紫銅排品質(zhì)優(yōu)良貼心服務(wù)用質(zhì)量打造市場口碑

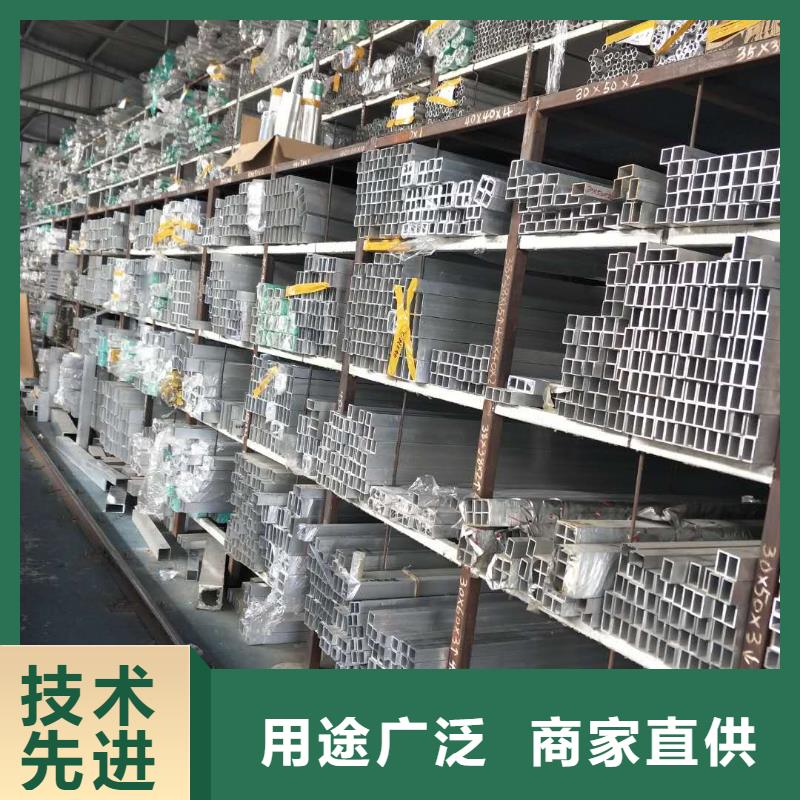
規(guī)格種類多樣舟山紫銅排可根據(jù)需求定制