

68769<隴南>神悅鋼材有限公司

對于隴南防腐螺旋管來說一般常用的有布氏、洛氏、維氏硬度三種。 1、維氏硬度(HV)維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經規定保持時間后卸除試驗力,測量壓痕兩對角線長度。維氏硬度值是試驗力除以壓痕表面積所得之商,其計算公式為式中:HV--維氏硬度符號,N/mm2(MPa); F--試驗力,N; d--壓痕兩對角線的算術平均值。維氏硬度采用的試驗力F為5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六級,可測硬度值范圍為5~1000HV。 2、布氏硬度(HB)用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)布氏硬度值是以試驗力除以壓痕球形表面積所得的商。3、防腐螺旋鋼管的洛氏硬度(HK)洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是測量壓痕的深度。即,在初邕試驗力(Fo)及總試驗力(F)的先后作用下,將壓頭壓入試樣表面,經規定保持時間后,卸除主試驗力,用測量的殘余壓痕深度增量(e)計算硬度值。
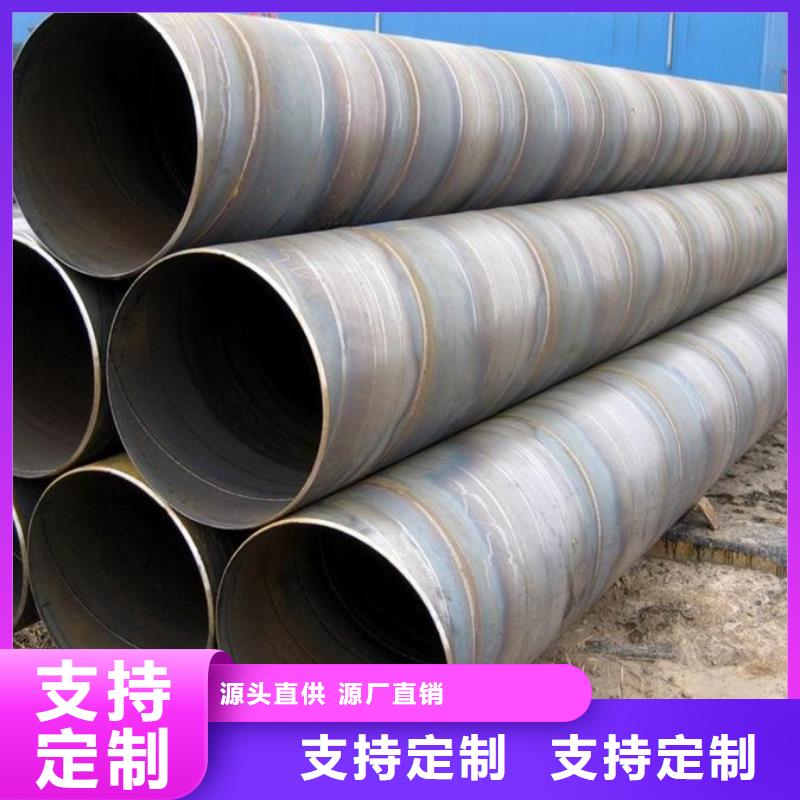
隨著連續式爐生產效率的提高,由搬運裝置造成為螺旋鋼管表面劃傷以及搬運設備常常發生摩損故障也是其缺點。期待與您的合作! 一. 隴南防腐螺旋管熱推成形 隴南防腐螺旋管彎頭成形工藝是采用專用彎頭推制機、芯模和加熱裝置,使套在模具上的坯料在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。 熱推彎頭的變形特點是根據金屬材料塑性變形前后體積不變的規律確定管坯直徑,所采用的管坯直徑小于彎頭直徑,通過芯模控制坯料的變形過程,使內弧處被壓縮的金屬流動,補償到因擴徑而減薄的其它部位,從而得到壁厚均勻的彎頭。熱推彎頭成形工藝具有外形美觀、壁厚均勻和連續作業,適于大批量生產的特點,因而成為碳鋼、合金鋼彎頭的主要成形方法,并也應用在某些規格的不銹鋼彎頭的成形中。成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,采用何種加熱方式視成形產品要求和能源情況決定。

然后,加熱到規定溫度,或進行爐冷(退火);或將爐門打開,隴南螺旋管-保溫螺旋鋼管-大口徑螺旋鋼管-Q235B螺旋鋼管-螺旋鋼管廠實行空冷(正火,回火):或者為了進行水冷(固溶處理。淬火)將臺車拖出爐外。爐子設備簡單,投資少,適于生產量較小的熱處理。操作的仲縮性強,易于安排。但是,爐溫分布不均是難于避免的。雖然也有在爐頂安裝攪拌風機的爐子,但也不能解決問題,因為管子是堆積在一起的,其加熱速度和速度往往有很大差異。螺旋鋼管為了彌補加熱不均的影響,不得不延長在爐時間,致使熱處理效率低,可靠性差。由于熱處理過程中管子是固定不動的,有易產生彎曲的缺點。車底式爐子的臺數有逐年減少的傾向。是車底式光亮熱處理爐示例,連續式爐將管料連續地裝入固定的加熱裝置中,從另一側出料。鋼管的這種搬運方法是連續式爐子的特征。順著管子線往爐內送料的有:筒形爐,輥底式爐;與管軸線成90°角往爐內送料的有步進式爐。

