


畢節16mn無縫管廠家-報價
<畢節>亞廣金屬

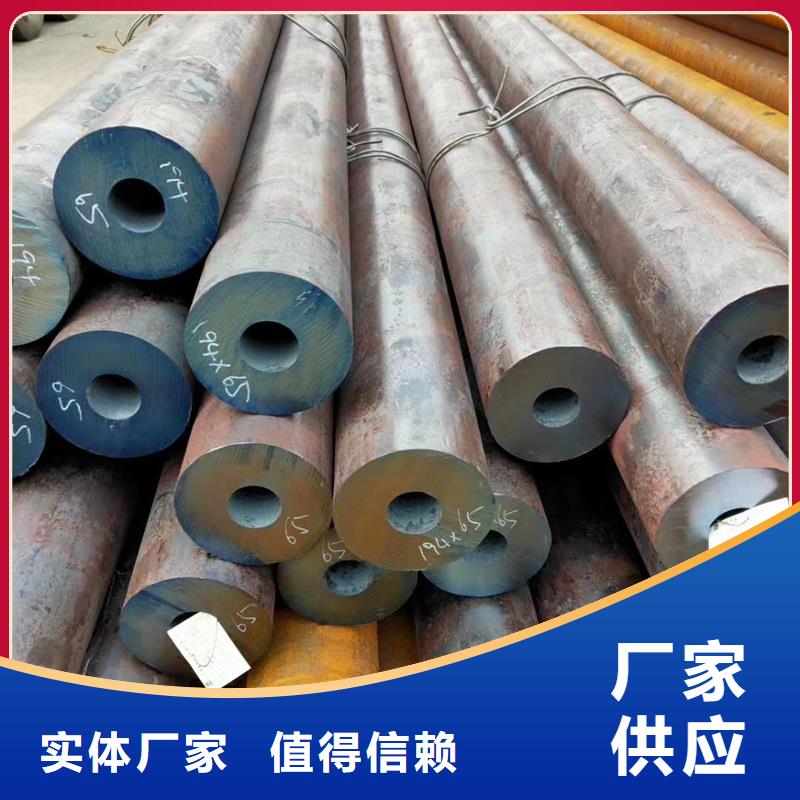
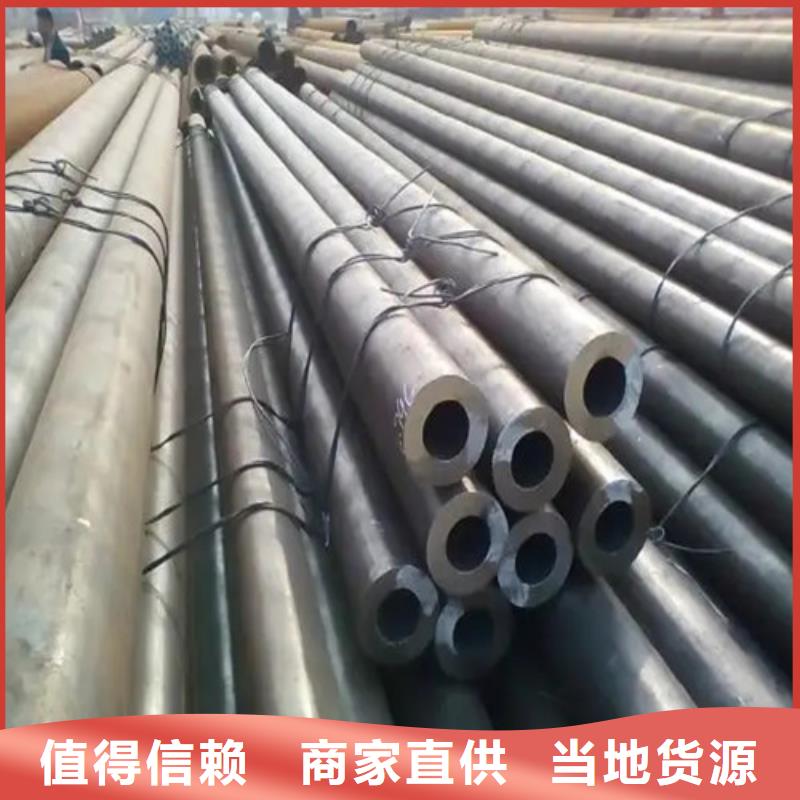
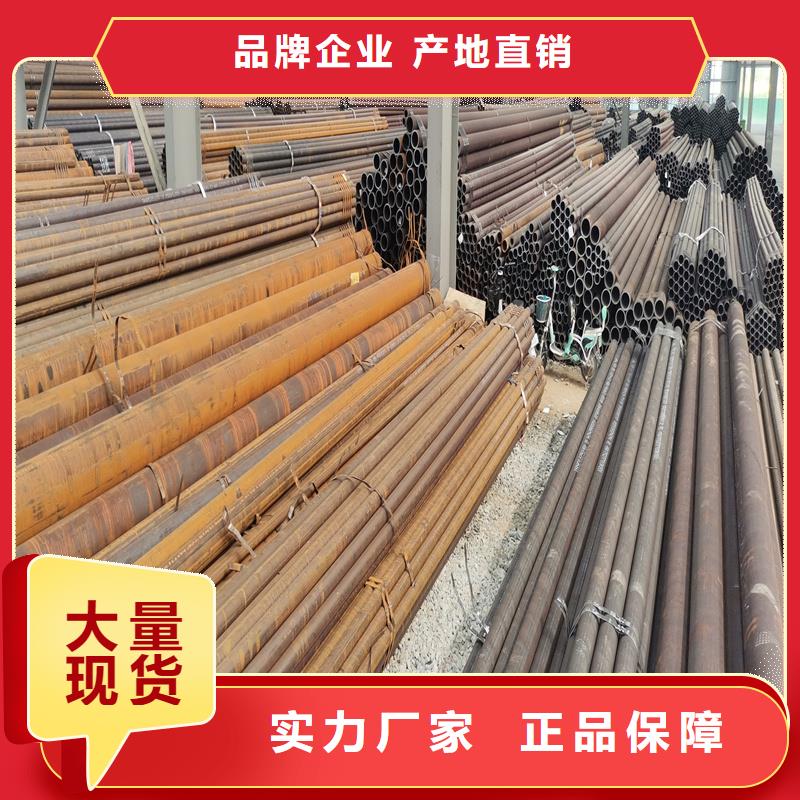
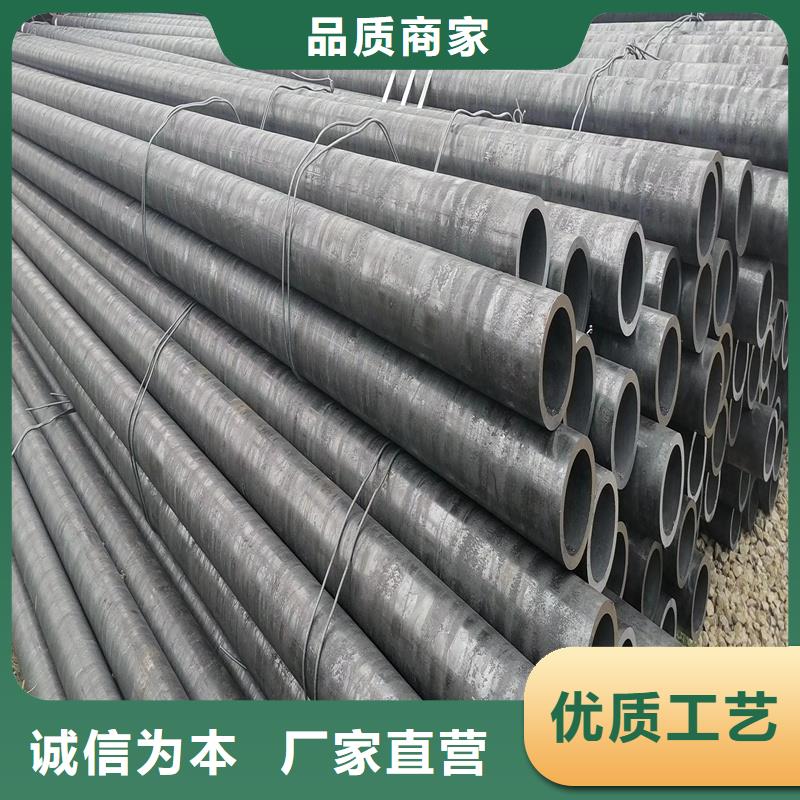
熱軋畢節無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋畢節無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 畢節無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。畢節無縫鋼管的規格用外徑*壁厚毫米數表示。 熱軋畢節無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋畢節無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 一般用畢節無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的畢節無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的畢節無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用畢節無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。

不銹鋼畢節無縫管的制造工藝:熱軋(擠壓畢節無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制畢節無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題。 圓管坯出爐后要經過壓力穿孔機進行穿空:一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。 鋼材的內徑尺寸波動較大,原因是;鋼溫不穩定有陰陽面。鋼的成分不均勻。由于設備簡陋,地基強度低,軋機的跳大。會出現有同一周內內徑變化較大,這樣的鋼筋受力不均勻易產生斷裂。 優質材的商標和印字都比較規范。 三鋼材直徑16以上的大螺紋,兩商標之間的間距都在IM以上。 鋼材螺紋鋼的縱筋經常呈波浪形。 鋼材廠家由于沒有行車,所以打包比較松散。側面呈橢圓形。

