




想要更直觀地了解球墨鑄鐵管件排污球墨鑄鐵管現貨銷售產品嗎??產品視頻,帶你走進產品世界
以下是:球墨鑄鐵管件排污球墨鑄鐵管現貨銷售的圖文介紹

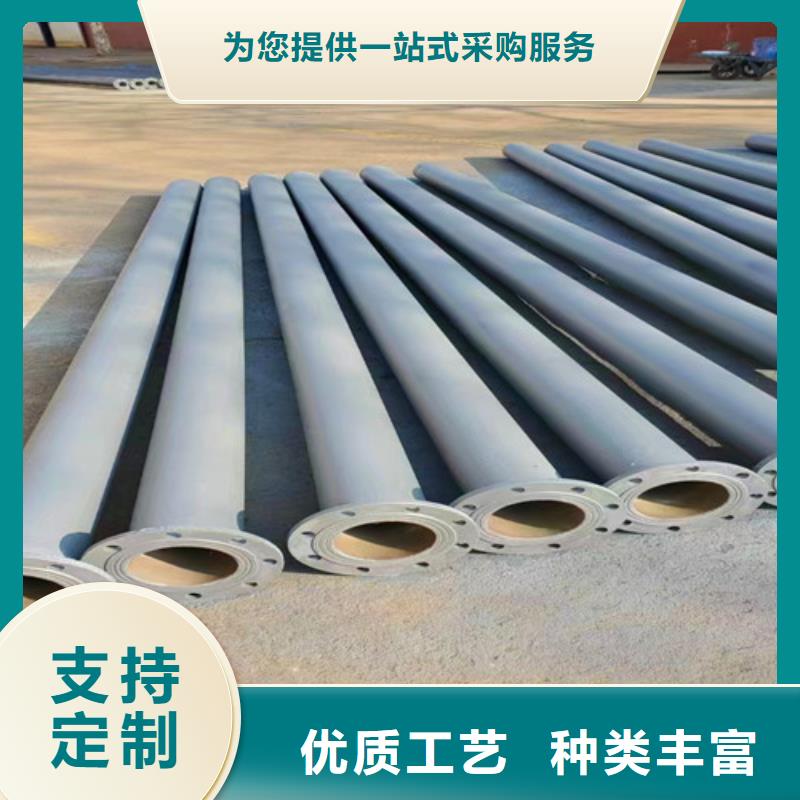
民興鑄造有限公司承插球墨鑄鐵管、K9球墨鑄鐵管、自來水、消防、城市管網離心球墨鑄鐵管、、膠圈、閥門、球墨管件、離心鑄鐵管等。離心球墨鑄鐵管生產廠家引進世界先進設備,采用當今國際工藝,應用了60m長的臥式蓄熱式退火爐,確保每根鑄鐵管均具有良好的機械性能和較長的使用壽命。公司年產25萬噸DN80~1200mm球墨鑄鐵管及管件,接口型式有T型、N1型、S型可供選擇,防腐措施采用外噴鋅和無害的涂料、內襯水泥等多種處理方式。產品廣泛用于供水、供氣等行業,以精良的設施裝備、雄厚的技術力量、科學先進的管理體系為支撐,球墨鑄鐵管件公司生產的離心球墨鑄鐵管及配套管件具有高強度、高延伸率、抗腐蝕等卓越性能。產品主要用于城市輸水輸氣等流體壓力主管道。 ? ? 執行標準:GB/T 13295-2008,ISO2531-2003標準, 生產管長為6米。規格從DN80 DN100.DN150,DN200,DN250,DN300,DN350,DN400,DN500,DN600,DN800,DN1000,dn1200mm 100.DN150,DN200,DN250,DN300,DN350,DN400,DN500,DN600,DN800,DN1000,dn1200mm ,DN1400 DN1600. DN80-800mm的離心球墨鑄鐵管,并配套生產各種規格的管件。 還可能生產用于輸送燃氣的離心球墨鑄鐵管。 近年來,隨著不斷的發展壯大,企業積累了豐富的鑄造生產經驗,具有較高的技術水平。與國內外多所院所建立了產、學、研長期合作關系,依靠高新技術改造傳統產業,努力研發新技術、新產品。 我們通過ERP系統建設,實現公司流程再造,使企業管理不斷得以。 公司產品除滿足國內市場需求外,還遠銷中東、東南亞、以及南美洲市場。公司成立以來至今生產和銷售的產品,以其優良的產品質量,熱情周到的售后服務而享譽國內外市場。 ? ? ?球墨鑄鐵管具有鐵的本質、鋼的性能,防腐性能優異、延展性能好,安裝簡易等優點。球墨鑄鐵管主要用于市政、工礦企業給水、輸氣等。給水球墨在城市供水工程中,供水管線的造價在整個供水工程中所占的投資比較大,約占整個供水工程總造價的50~70%。因此,球墨鑄鐵管選擇合適的管材及良好的施工質量,是保證城市供水管網運行的根本保證


消失模鑄造(又稱實型鑄造)是用泡沫塑料(EPS,STMMA或EPMMA)高分子材料制作成為與要生產鑄造的零件結構,尺寸完全一樣的實型模具,經過浸涂耐火涂料(起強化,光潔,透氣作用)并烘干后,埋在干石英砂中經三維振動造型,澆鑄造型砂箱在負壓狀態下澆入熔化的金屬液,使高分子材料模型受熱氣化抽出,進而被液體金屬取代冷卻凝固后形成的一次性成型鑄造新工藝生產鑄件的新型鑄造方法。 對于消失模鑄造有多種不同的叫法,國內主要的叫法還有干砂實型鑄造負壓實型鑄造,簡稱EPS鑄造。國外的叫法主要有:lostfoamprocess(USA),policastprocess(Italy)等。 消失模鑄造技術具有無與倫比的優勢,被鑄造界稱為21世紀的鑄造技術和鑄造工業的綠色革命。消失模鑄造有下列特點:鑄件質量好,成本低,材質不限,大小皆宜,精度高,表面光潔,減少清理,節省機加,內部缺陷大大減少,鑄件組織致密,可實現大規模,k9球墨鑄鐵管大批量生產,適用于相同鑄件的大批量生產鑄造,適用于人工操作與自動化流水線生產運行控制,生產線的生產狀態符合環保技術參數指標要求。與傳統鑄造技術相比可以大大改善鑄造生產線的工作環境與生產條件,降低勞動強度,減少能源消耗。 EPS珠粒發泡膨脹什么是EPS塑料:聚苯乙烯泡沫(ExpandedPolystyrene簡稱EPS)是一種輕型高分子聚合物。它是采用聚苯乙烯樹脂加入發泡劑,同時加熱進行軟化,產生氣體,形成一種硬質閉孔結構的泡沫塑料。是可發性聚苯乙烯(EPS),通稱聚苯乙烯和苯乙烯系共聚物,是一種樹脂與物理性發泡劑和其它添加劑的混合物。 EPS珠粒發泡采用電加熱間歇式全自動預發泡機發泡,使用電加熱,無水分,不需要熟化。粒度均勻,能保證模型壁厚均勻,不產生變形。模片成型鑄管工廠采用全封閉半自動成型機,直管部分整體成型,避免了半模成型膜片粘接產生橢圓。帶支管類管件支管部分整體成型。 模片烘干成型后模片放置在自動控制溫度,濕度的烘干房內烘干水分。烘干溫度:30-50度濕度:15-30度時間:72小時模片粘接對烘干后的模片進行粘接,采用切割機對白模進行必要的切割,組成各種形狀,并且能夠滿足特殊地形和管道的定制需求。 模型浸涂一般分兩次對粘接好的模型進行浸涂,防火涂料可以起到隔離鑄造砂與鑄件的作用,避免粘砂,確保鑄件表面光滑。涂層烘干將浸涂后的模型轉移至烘干房,球墨鑄鐵管在自動控制溫度,濕度的烘干房內確保涂層烘干,尺寸達標。 裝箱填砂將烘干后的模型裝入砂箱內,通過二維圓周振動平臺,將模型周圍的砂震實,避免鐵水澆注過程中管件產生橢圓等變形情況。8.鐵水熔煉調質根據鐵水成分標準要求,加入適量廢鋼,硅鐵,在中頻電爐內對鐵水進行增溫的過程中調整鐵水成分,直至各項化學元素含量指標符合質量控制標準。 取樣化驗爐內鐵水成分,根據化驗結果,確定包芯線,孕育劑的加入量。通過電爐升溫,使鐵水溫度符合各規格澆注工藝要求。鐵水球化鑄鐵的機械性能主要取決于鑄鐵基體組織以及石墨的數量,形狀,大小及分布特點,其中,石墨的形態可分為四種:片狀石墨,球狀石墨,蠕蟲狀石墨,團絮狀石墨。通過喂絲和噴鎂工藝將添加進鐵水中,使其發生化學反應,促使石墨結晶時,轉化為球狀,從而改變球墨鑄鐵的機械性能。 澆注鐵水澆注時沙箱抽真空,使沙箱內沙子緊實的填充在模型周圍,避免澆注時鐵水沖擊模型產生變形。澆注后保壓5分鐘,避免澆注后管件變形。排砂出件工廠采用循環的生產線,可減少人為操作時間,生產效率,縮短鐵水澆注后管件在箱內冷卻時間,從澆注完到落砂出件需3小時,(工藝要求1小時)確保力學性能。 拋丸清砂拋丸是一種機械方面的表面處理工藝的名稱,類似的工藝還有噴砂和噴丸。拋丸是一個冷處理過程,分為拋丸清理和拋丸強化,拋丸清理顧名思義是為了去除表面氧化皮等雜質提高外觀質量,拋丸強化就是利用高速運動的彈丸(60-110m流連續沖擊被強化工件表面,迫使靶材表面和表層(0.10-0.85mm)在循環性變形過程中發生以下變化。 均勻的塑變外表層引入殘余壓應力,內表層產生殘余拉應力,表面粗糙度發生變化(RaRz)。影響:提高材料/零件疲勞斷裂抗力,防止疲勞失效,塑性變形與脆斷,提高疲勞壽命。機加工密封面加工法蘭盤密封平面上的水線。目前一些球墨鑄鐵管廠家為節約生產成本,將密封水線直接在模片上壓出,這樣就省去了機加工的環節,設備成本,人力成本,電力成本都大為縮減,(公眾號:但直接澆注水線對鐵水成分,工藝等要求極高。微組織結構發生改性會導致法蘭盤表面粗糙,鐵逗粘連嚴重,高低不平整,極易造成漏水。 外表防腐富鋅涂料噴涂富鋅涂料是一種環氧富鋅重防腐粉末涂料,鋅粉含量在85-95%之間,涂膜僅厚100微米,成本低,性能優異。防腐蝕機理,主要防腐作用有:屏蔽作用,電化學防護,涂膜自修復和鈍化作用。逐個進行水壓檢測。 水壓工位采用自動升壓,自動保壓系統,標準要求保壓15秒。并有自動排氣功能,保證壓力數據的真實,有效。內表面水泥涂襯所謂的水泥內襯一般是采用水泥,沙,膠水(符合飲水標準)等原材料按一定比例配置拌勻,人工涂覆在管件內壁,目前國內球墨鑄鐵管件因品種繁多,形狀各異等原因,致使內襯尚無法實現機械化,流水線作業,所以生產周期較長,球墨鑄鐵管件內襯表面無法在平整度,粘合力上實現向管材內壁一樣的理化性能。 內襯水泥養生固化將內襯好的管件放入養生池中,蓋上蓋子。在一定溫度,濕度,時間,壓力作用下,使混凝土與空氣相隔,水分不在被蒸發,水泥靠混凝土中的水分完成水化作用已達到凝結硬化。外表二次防腐噴涂普通瀝青涂覆,環氧樹脂涂覆,靜電粉末噴涂。可3種噴涂工藝,滿足防腐要求,保證產品質量。成品包裝入庫。



球墨鑄鐵管及配套球墨鑄鐵管件安裝過程中會遇到很多疑難問題,如果是經驗豐富的安裝隊伍都會統籌考慮、提前計劃,但是國內一些安裝隊伍為了節約成本會邊學邊干,這樣就會產生一系列問題:例如: 1、兩個或多個班組同時安裝,如何碰口? 2、球墨鑄鐵管安裝用多大的倒鏈? 3、球墨鑄鐵管能不能焊接? 4、PN1.0\PN1.6 是啥意思,采購需要哪些注意事項,用什么樣的排氣閥? 5、球墨鑄鐵管安裝時溝挖多寬、多深? 6、安裝試壓擋板如何設置?



球墨鑄鐵管廠家是以 河北張家口國標球墨鑄鐵排水管制造,施工服務于一體的科技型供應商,是河北張家口規模較大 河北張家口國標球墨鑄鐵排水管生產基地之一。公司位于山西晉城南村鎮蘇莊村,地理位置優越,交通運輸十分便捷,公司產業園占地50畝,竭誠為您提供優質的 河北張家口國標球墨鑄鐵排水管產品和服務。


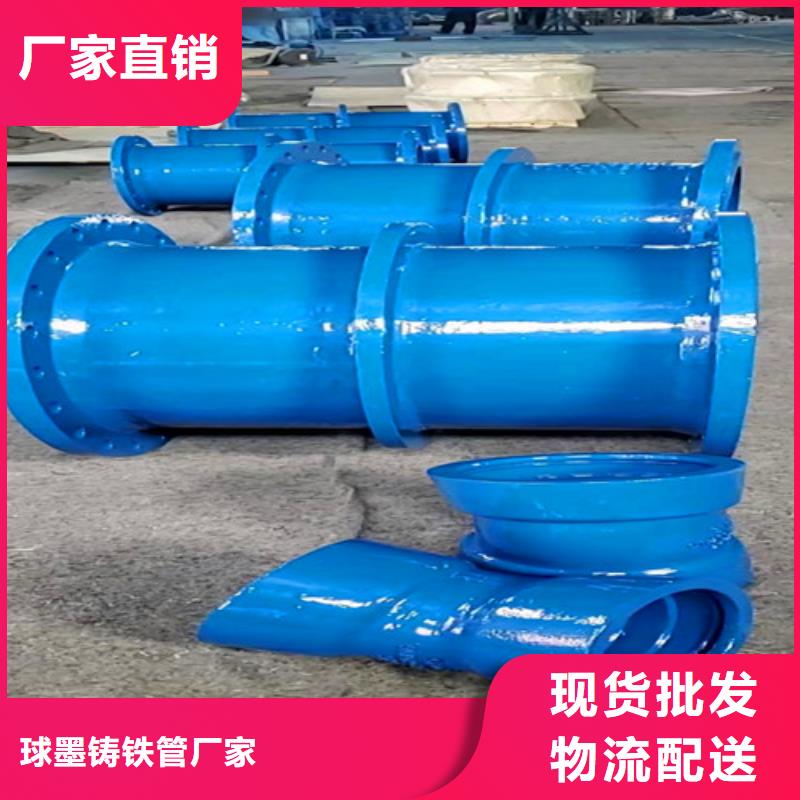
DN80—DN1600mm甲乙管、盤承盤插短管、承插彎頭、承插雙承單支盤三通、全承四盤四通,雙承彎頭,雙盤彎頭,雙盤短管,全盤三通,全盤四通,承插漸縮管,雙盤漸縮管,雙承短管,(套袖),盲板,雙承漸縮管,盲法蘭盤,雙承丁字管,三承一插十字管,承插11.25度彎頭,承插22.5度彎頭,承插45度彎頭,承插90度彎頭,雙盤11.25度彎頭,雙盤22.5度彎頭,雙盤45度彎頭,雙盤90度彎頭,球墨鑄鐵管件廠家專業定制,全國范圍一個也發貨。


