


【全新視界!】珩磨管活塞桿質量牢靠產品視頻,帶你領略產品新風尚!
以下是:珩磨管活塞桿質量牢靠的圖文介紹


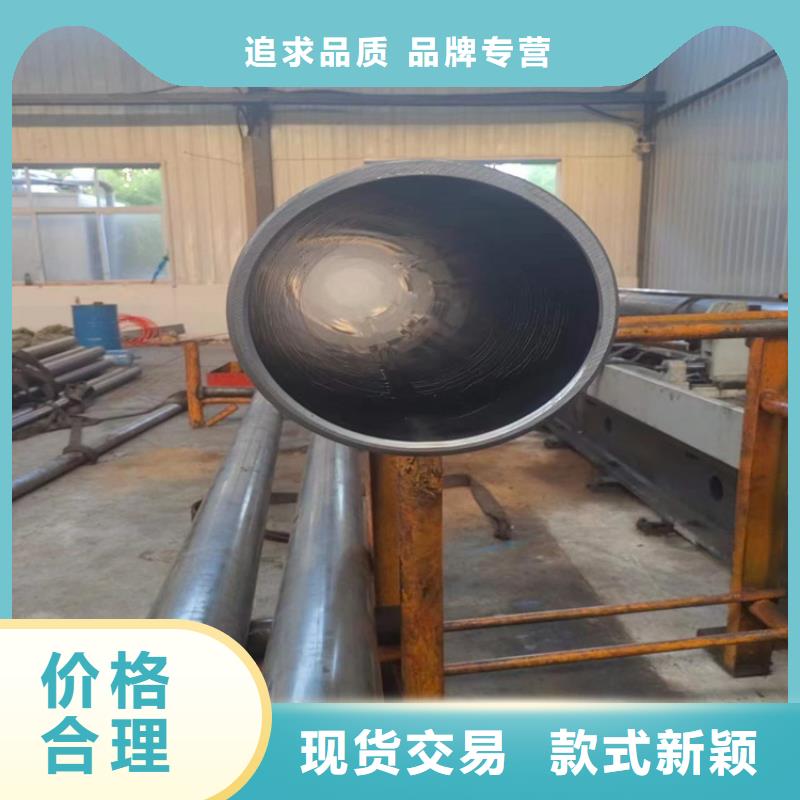
浙江紹興珩磨管油缸管絎磨管油缸管結構及技術要求介紹油缸管結構及技術要求介紹1、 結構分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經調質處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時承受交變載荷,φ50mm×770mm處密封該設備來回摩擦其表面,因此需要高硬度和珩磨管



安達液壓機械有限公司是一家結集 浙江紹興液壓油缸管銷售、服務于一體的國內知名企業。我公司技術力量雄厚,生產設備精良,檢測手段齊全,質量管理嚴謹,我公司將以z u i可靠的產品質量、z u i優惠的產品價位、z u i完善的售后服務,z u i良好的商業信譽來贏得您對我們的信任和支持。我們竭誠歡迎新老客商蒞臨我公司實地考察、參觀指導!讓我們精誠合作,攜手同心,互惠互利,共創新的輝煌!


浙江紹興珩磨管油缸管絎磨管造成油缸管開裂的主要因素造成油缸管開裂的主要因素是什么?有以下幾點:1、原材料選擇:為了節約成本,一些油缸管制造商會選擇小鋼廠生產的圓鋼進行加工,但這些小鋼廠生產的圓鋼會有大量的氣泡和氣體孔洞等后處理后,容易引起開裂。廠家采購,貨源可靠證明書。2、熱處理溫度控制不到位:小型制造商沒有專業的生產經驗和技術。車間工人僅憑加熱溫度和持續時間無法保證鋼管的熱處理是否到位,熱處理會影響鋼管的力學性能改變但一般廠家對不同的鋼種、厚度和機械性能有明確的指標,沒有檢測設備來判斷管道是否滿足客戶的要求績效指標珩磨管磨管



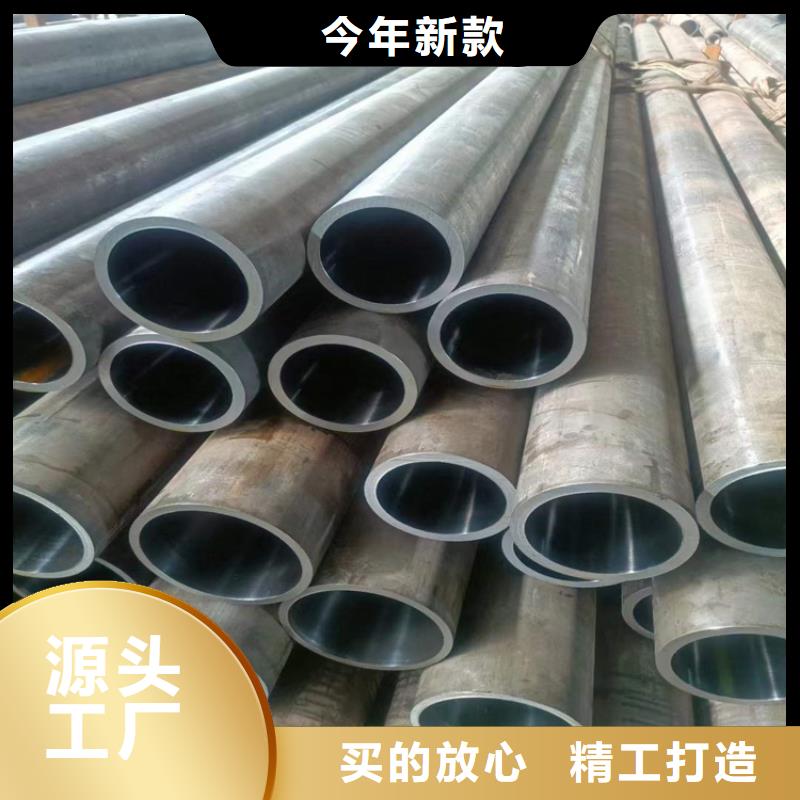
浙江紹興企業旺旺珩磨管絎磨管油缸管珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。


