
產(chǎn)品詳細(xì)介紹
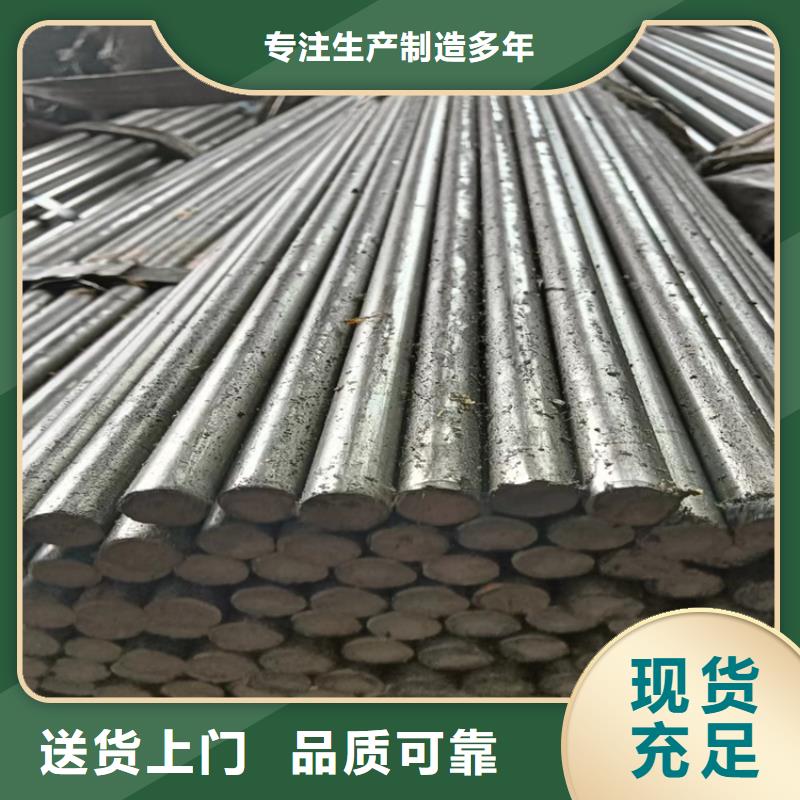
可靠的冷拔異型鋼生產(chǎn)廠家
廠家") 我們必須在熱處理中使用淬火、回火和退火方法。
(1)回火:回火會導(dǎo)致冷拉異型鋼硬化后脆化,因?yàn)榇慊鹗谴慊甬a(chǎn)生的應(yīng)力,可以保證冷拉鋼的斷裂現(xiàn)象減少,脆化程度適當(dāng)降低回火是將鋼材直接再加熱,以保證達(dá)到要求的顏色和溫度。
(2)退火:退火可以稍微控制冷拉異型鋼的硬度當(dāng)鋼材加熱到一定程度后,直接放入干灰、石棉、石灰中,保證可以減緩.
(3)淬火:淬火主要是將冷拉鋼均勻加熱,保證達(dá)到一定溫度,然后立即浸泡在水或油中淬火,或在空氣中淬火自然冷卻,可以保護(hù)技術(shù)的硬度保證其應(yīng)用效果。
以上是解決冷拉異形鋼脫碳的一些方法。相信通過以上介紹,我們對這些解決方案有了一定的了解我們也可以使用鋁在扁鋼的缺陷上涂上材料或鍍鋅成分,在磷化過程中整片迅速轉(zhuǎn)變成化學(xué)膜,從而形成磷化膜。同時(shí)扁鋼磷化處理是化學(xué)和電化學(xué)的反應(yīng),可以在原有的基礎(chǔ)上提高金屬的密度這也可以改善冷拉異型鋼異型鋼的一些其他性能!
可靠的冷拔異型鋼生產(chǎn)廠家
我們必須在熱處理中使用淬火、回火和退火方法。
(1)回火:回火會導(dǎo)致冷拉異型鋼硬化后脆化,因?yàn)榇慊鹗谴慊甬a(chǎn)生的應(yīng)力,可以保證冷拉鋼的斷裂現(xiàn)象減少,脆化程度適當(dāng)降低回火是將鋼材直接再加熱,以保證達(dá)到要求的顏色和溫度。
(2)退火:退火可以稍微控制冷拉異型鋼的硬度當(dāng)鋼材加熱到一定程度后,直接放入干灰、石棉、石灰中,保證可以減緩.
(3)淬火:淬火主要是將冷拉鋼均勻加熱,保證達(dá)到一定溫度,然后立即浸泡在水或油中淬火,或在空氣中淬火自然冷卻,可以保護(hù)技術(shù)的硬度保證其應(yīng)用效果。
以上是解決冷拉異形鋼脫碳的一些方法。相信通過以上介紹,我們對這些解決方案有了一定的了解我們也可以使用鋁在扁鋼的缺陷上涂上材料或鍍鋅成分,在磷化過程中整片迅速轉(zhuǎn)變成化學(xué)膜,從而形成磷化膜。同時(shí)扁鋼磷化處理是化學(xué)和電化學(xué)的反應(yīng),可以在原有的基礎(chǔ)上提高金屬的密度這也可以改善冷拉異型鋼異型鋼的一些其他性能!
可靠的冷拔異型鋼生產(chǎn)廠家
廠家") 鑫澤金屬制品有限公司
鑫澤金屬制品有限公司
廠家") 可靠的冷拔異型鋼生產(chǎn)廠家
可靠的冷拔異型鋼生產(chǎn)廠家
廠家") 冷拉異型鋼時(shí)只用冷拉率或者冷拉應(yīng)力控制叫單控,冷拉時(shí)冷拉率和冷拉應(yīng)力同時(shí)應(yīng)用,稱為雙控。采用單控,施工簡單方便。但對于材質(zhì)不均勻的T型鋼,不可能逐根試驗(yàn)(逐根試驗(yàn),費(fèi)工費(fèi)料,不可能這樣做,有的同根T型鋼冷拉率也不一 樣)冷拉質(zhì)量得不到保證。不同爐批的冷拉控制:對于混雜,分不清爐批的T型鋼,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的T型鋼,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。冷拉速度控制:要使T型鋼充分變形,就要適當(dāng)控制冷拉速度,一般以0.51.0為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉2---3以后,再放松T型鋼,結(jié)束冷拉,以給T型鋼充分變形的時(shí)間。冷拉應(yīng)力控制的情況:對于工、亞、IV級T型鋼和5號鋼的型鋼,在冷拉后,作碩應(yīng)力T型鋼使用的,要用冷拉應(yīng)力控制。但T型扁鋼冷拉后經(jīng)檢查,冷拉率超過了規(guī)范規(guī)定,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。冷拉率測定控制要求:以冷拉率控制T型鋼冷拉時(shí),控制值要由試驗(yàn)確定。試驗(yàn)測定時(shí)要求:同爐同批的測定試件,不能少于4個,每個試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批T型鋼的實(shí)際冷拉率。如果T型鋼強(qiáng)度偏高,平均的冷拉率低于1%時(shí),在T型鋼冷拉時(shí),仍要按1%的冷拉率控制。雙控方法可以避免上述問題。冷拉時(shí),對于控制應(yīng)力已經(jīng)達(dá)到,冷拉率沒有超過允許值的,可以認(rèn)為合格。對于預(yù)應(yīng)力T型鋼必須采用雙控方法。
冷拉異型鋼時(shí)只用冷拉率或者冷拉應(yīng)力控制叫單控,冷拉時(shí)冷拉率和冷拉應(yīng)力同時(shí)應(yīng)用,稱為雙控。采用單控,施工簡單方便。但對于材質(zhì)不均勻的T型鋼,不可能逐根試驗(yàn)(逐根試驗(yàn),費(fèi)工費(fèi)料,不可能這樣做,有的同根T型鋼冷拉率也不一 樣)冷拉質(zhì)量得不到保證。不同爐批的冷拉控制:對于混雜,分不清爐批的T型鋼,冷拉時(shí),不能用冷拉率控制,而且要冷拉多根連接的T型鋼,每根的冷拉率和控制應(yīng)力都要符合規(guī)范規(guī)定。冷拉速度控制:要使T型鋼充分變形,就要適當(dāng)控制冷拉速度,一般以0.51.0為宜。同時(shí)要求,冷拉到規(guī)定的應(yīng)力和冷拉率以后,隨即停拉2---3以后,再放松T型鋼,結(jié)束冷拉,以給T型鋼充分變形的時(shí)間。冷拉應(yīng)力控制的情況:對于工、亞、IV級T型鋼和5號鋼的型鋼,在冷拉后,作碩應(yīng)力T型鋼使用的,要用冷拉應(yīng)力控制。但T型扁鋼冷拉后經(jīng)檢查,冷拉率超過了規(guī)范規(guī)定,還要再進(jìn)行機(jī)械能實(shí)驗(yàn)。冷拉率測定控制要求:以冷拉率控制T型鋼冷拉時(shí),控制值要由試驗(yàn)確定。試驗(yàn)測定時(shí)要求:同爐同批的測定試件,不能少于4個,每個試件都要按規(guī)范規(guī)定的冷拉應(yīng)力測定相應(yīng)的冷拉率,并取試件的平均值作為該爐該批T型鋼的實(shí)際冷拉率。如果T型鋼強(qiáng)度偏高,平均的冷拉率低于1%時(shí),在T型鋼冷拉時(shí),仍要按1%的冷拉率控制。雙控方法可以避免上述問題。冷拉時(shí),對于控制應(yīng)力已經(jīng)達(dá)到,冷拉率沒有超過允許值的,可以認(rèn)為合格。對于預(yù)應(yīng)力T型鋼必須采用雙控方法。