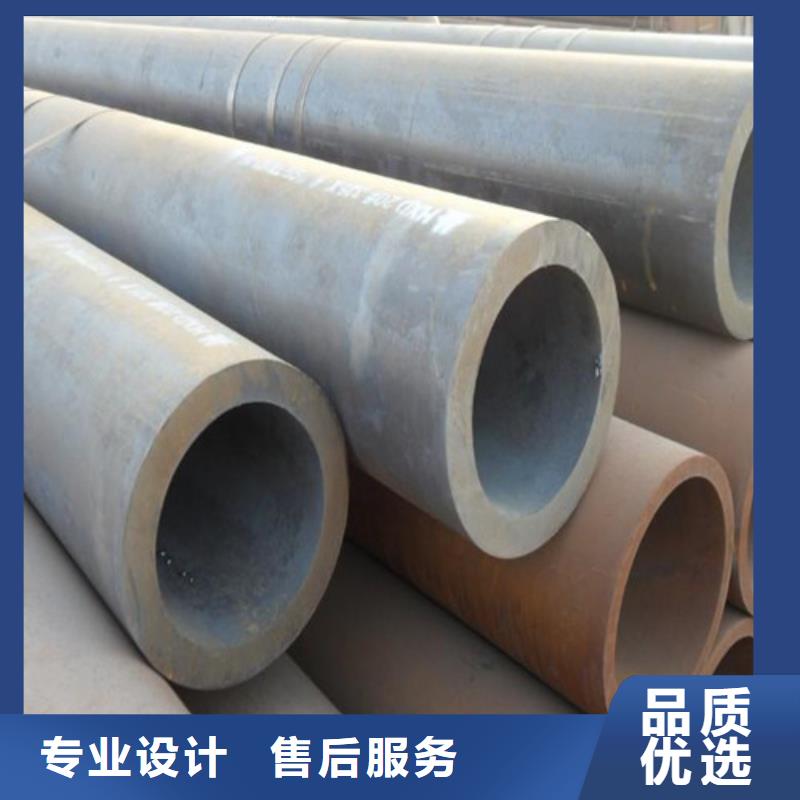





無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無縫鋼管:是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。低中壓鍋爐用無縫鋼管:用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等。用優質碳素結構鋼熱軋或冷軋(撥)無縫鋼管。主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。
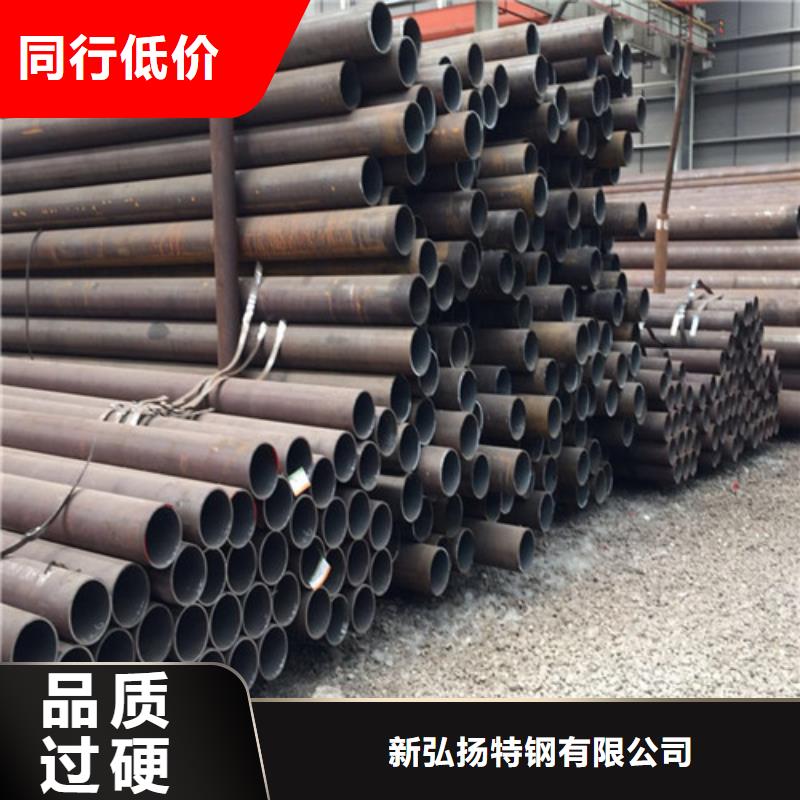
2.焊接鋼管因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管,因其焊接形式的不同分為直縫焊管和螺旋焊管兩種,因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成,在制造方法上,又分為低壓流體輸送用焊接鋼管、螺旋縫電焊鋼管、直接卷焊鋼管、電焊管等。無縫鋼管可用于各種行業的液體氣壓管道和氣體管道等。焊接管道可用于輸水管道、煤氣管道、暖氣管道、電器管道等。按材質鋼管按制管材質(即鋼種)可分為:碳素管和合金管、不銹鋼管等。碳素管又可分為普通碳素鋼管和優質碳素結構管。合金管又可分為:低合金管、合金結構管、高合金管、高強度管。軸承管、耐熱耐酸不銹管、精密合金(如可伐合金)管以及高溫合金管等。按連接方式分類鋼管按管端聯接方式可分為:光管(管端不帶螺紋)和車絲管(管端帶有螺紋)。車絲管又分為:普通車絲管和管端加厚車絲管。加厚車絲管還可分為:外加厚(帶外螺紋)、內加厚(帶內螺紋)和內外加厚(帶內外螺紋)等地車絲管。車絲管若按螺紋型式也可分為:普通圓柱或圓錐螺紋和特殊螺紋等地車絲管。另外,根據用戶需要,車絲管一般均配有管接頭交貨。
以結構管標準為:生產定尺長度管比通常長度管的成材率下降幅度較大,生產企業提出加價要求是合理的。加價幅度各企業不盡一致,一般為基價基礎上加價10%左右。C、倍尺長度:倍尺長度應在通常長度范圍內,合同中應注明單倍尺長度及構成總長度的倍數(例如3000mm×3,即3000mm的3倍數,總長為9000mm)。實際操作中,應在總長度的基礎上加上允許正偏差20mm,再加上每個單倍尺長度應留切口余量。以結構管為例,規定留切口余量:外徑≤159mm為5~10mm;外徑>159mm為10~15mm。若標準中無倍尺長度偏差及切割余量規定時,應由供需雙方協商并在合同中注明。倍尺長度同定尺長度一樣,會給生產企業帶來成材率大幅度降低,因此生產企業提出加價是合理的,其加價幅度同定尺長度加價幅度基本相同。D、范圍長度:范圍長度在通常長度范圍內,當用戶要求其中某一固定范圍長度時,需在合同中注明。例如:通常長度為3000~12000mm,而范圍定尺長度為6000~8000mm或8000~10000mm。可見,范圍長度比定尺和倍尺長度要求寬松,但比通常長度加嚴很多,也會給生產企業帶來成材率的降低。因此生產企業提出加價是有道理的,其加價幅度一般在基價上加價4%左右。壁厚不均鋼管壁厚不可能各處相同,在其橫截面及縱向管體上客觀存在壁厚不等現象,即壁厚不均。為了控制這種不均勻性,在有的鋼管標準中規定了壁厚不均的允許指標,一般規定不超過壁厚公差的80%(經供需雙方協商后執行)。
(一)滾槽焊縫開裂1、將管口壓槽部分的內壁焊筋磨平,減少滾槽阻力。2、調整鋼管與滾槽設備的軸心,并要求鋼管與滾槽設備水平。3、調整壓槽速度,壓槽成型時長不能超過規定,均勻、緩慢施力。(二)滾槽鋼管斷裂1、將鋼管管口壓槽部分內壁焊筋磨平,減少滾槽阻力。2、調整鋼管與滾槽設備的軸心,要求鋼管與滾槽設備水平。3、調整壓槽速度,壓槽速度不能超過規定,均勻、緩慢施力。4、檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是否存在兩輥尺寸不相匹配而造成咬合現象。5、用游標卡尺檢查鋼管的溝槽是否規定。(三)滾槽機滾壓成型的溝槽應符合下列要求1、管端至溝槽段的表面應平整無凹凸、無滾痕。2、溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。3、在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。
除銹方法編輯 語音
1、首先利用溶劑清洗鋼材表面,把表面的有機物去除,
2、然后使用工具除銹(鋼絲刷)去除松動或傾斜的規模,鐵銹,焊渣等
3、使用酸洗的方式。
鍍鋅分為熱鍍和冷鍍,熱鍍不易生銹,冷鍍較易生銹。