15650312333



更新時間:2025-01-27 19:29:02 瀏覽次數:4 公司名稱:聊城 金鴻耀工程材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10/米 |
| 發貨期限 | 1 |
| 供貨總量 | 995 |
| 運費說明 | 面議 |



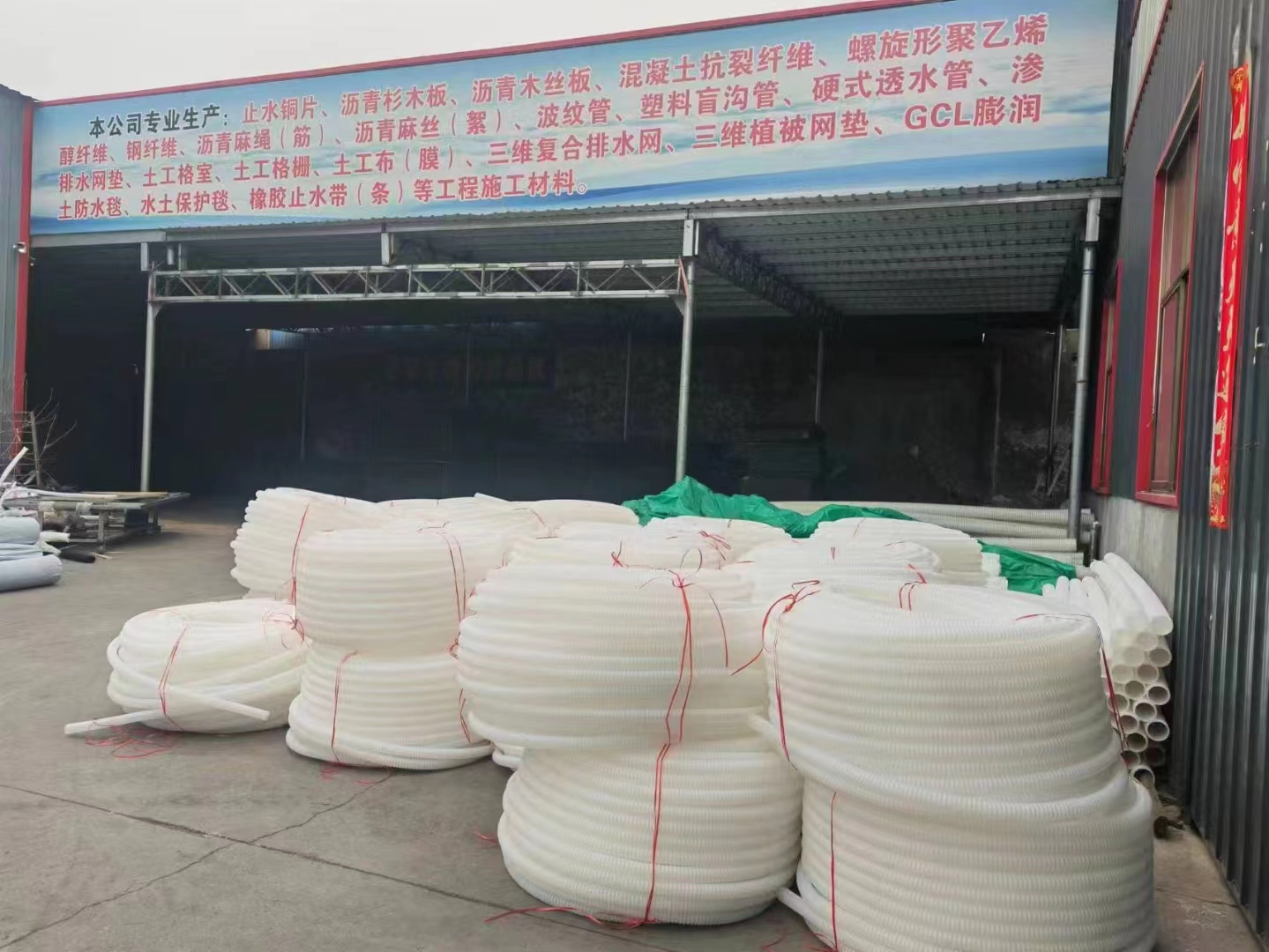
止水銅片 購買紫銅止水的時候,金華止水銅片廠家一般都建議對其進行包裝。那么紫銅止水能否不進行包裝呢?廠家發出的紫銅止水若未進行加工,則以紫銅帶的形式發出;若有加工成型,那么多以止水銅板或銅片的形式放出。止水銅板若不進行包裝,那么物流過程中,極可能因為受到其他物品的擠壓而產生變形。有時可能影響使用,若變形幅度較小,用工具輕輕恢復形狀即可。為了避免變形嚴重,影響使用,所以建議進行包裝。止水銅板的包裝均是采用木條釘箱包裝,可以有效防止在運輸過程中的變形。
止水銅帶價格與其他同行止水銅帶價格遵循同樣的原則,以 整體有色金屬開盤價參考,每日調整。今日止水銅帶價格需在十點半以后才會有具體報價。如您有需要,可倒時撥打我公司銷售電話詳詢。
止水銅帶價格由多方面因素決定,包含銅的儲量以及市場加工成本等等,作為止水銅帶的原材料,需先對銅礦進行電解得到純度較高的純銅或紫銅(因氧化呈紫紅色而得名),因此又稱紫銅止水。我公司紫銅止水產品根據 標準加工生產,隨貨提供質檢報告以及質量保,可放心購買。
根據前幾年止水銅帶價格趨勢分析,接近年末,止水銅帶價格增長可能性大,對于用貨量大、已確定止水銅帶設計圖紙的項目,可提前備貨。
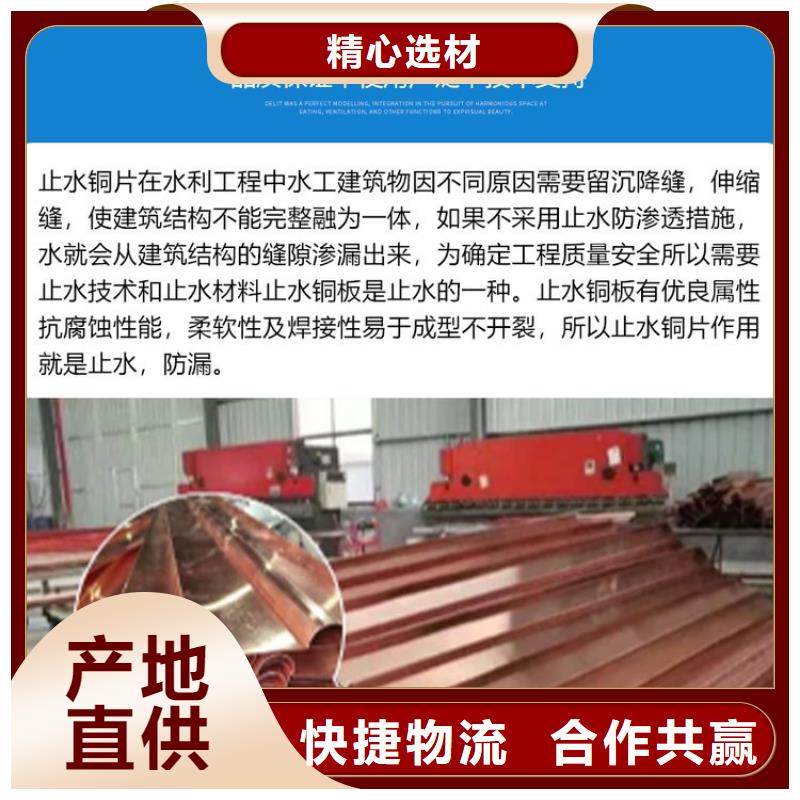
公司特向您總結幾個在水利建筑中關于銅止水的專業術語及定義:翼板:金華止水銅片止水銅帶兩端澆筑在混凝土中或安裝在混凝土表面上起固定作業的部分。止水銅帶的幾何可伸展長度:把中部幾何可伸縮部分展平,伸出的長度就是幾何可伸展長度。止水帶肋:為延長滲徑、加強錨固,在橡膠止水帶、PVC止水帶的翼板設置的凸起部分。復合型止水帶:將密封止水材料復合在止水帶上,構成的抗繞滲能力更強的止水帶。尺寸效應:長紫銅止水帶強度與標準小試片強度不同的現象,它實際反映的是雙向受力和單向受力對材料強度的影響。蠕變效應:反映長期受力對材料強度的影響。對軟銅材料,長期受力強度與短時受力強度之比為0.9. 復合型密封止水材料可以提高抗繞滲能力。根據有限公司實驗結果表明,當無接縫位移時,在混凝土中埋入深度為20CM的止水銅片,在1.5MPa的水壓力作用下將發生繞滲。在該止水銅片上復合寬度為10cm、厚度為3cm的GB塑性止水材料,當復合后的止水銅片與混凝土之間發生1.0cmm的相對錯動時,在2.5MPa的水壓作用下仍然沒有發生繞滲。采用復合型止水銅帶時,必須對復合的密封止水材料進行保護避免復合密封止水材料不能發揮預期作用,對于在現場復合的止水銅帶,應盡快澆注混凝土。GB復合型止水銅帶現已在多個項目工程中得到使用。
金華止水銅片紫銅止水帶作為一種基本的止水結構,金華止水銅片被廣泛應用于國內外大、中型水利工程水利項目中,紫銅是含銅量不低于99.5%工業純銅,應表面呈現紫色而出名。根據其含銅量不同,其牌號分為T1/T2/T3/T4。
其優點是柔韌性好、抗擾滲能力強、抗腐蝕能力強。
其缺點是紫銅止水帶接頭需要現場焊接,對焊接質量要求高,并且施工造價較高。
紫銅止水帶注意事項
一、紫銅止水帶不應該放置在溫度很高的地方或者陽光直射的地方,同理也不可以放在潮濕處,酸堿性、易燃易爆物更是要遠離。
二、在運輸施工中,防止機械、鋼筋損傷紫銅止水片帶。
三、施工過程中,紫銅止水片帶必須可靠牢固,避免在澆筑混凝土時發生轉移,保證紫銅止水帶在混凝土中的正確位置。
四、固定紫銅止水片帶的方法有:利用附加鋼筋固定、專用卡具固定、鉛絲和模板固定,如需穿孔時,只能選在紫銅止水片帶的邊緣安裝區,不得損傷其他部位。
五、如需大量采購,需要提前選擇好款型,確定要使用的尺寸,異型結構有詳細的圖紙。出廠時盡量確保紫銅止水片帶可以連接一體。
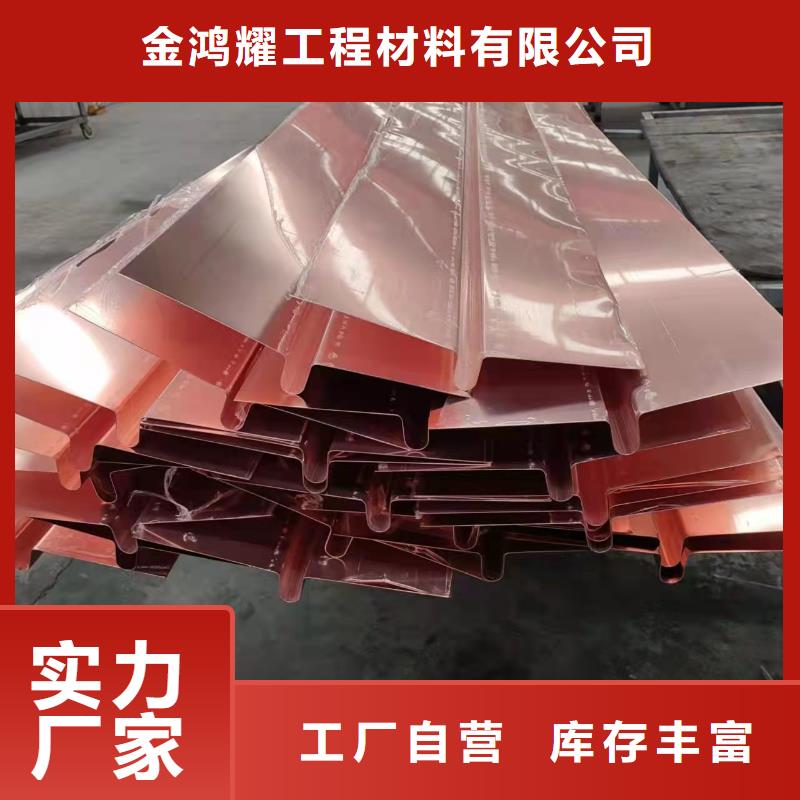
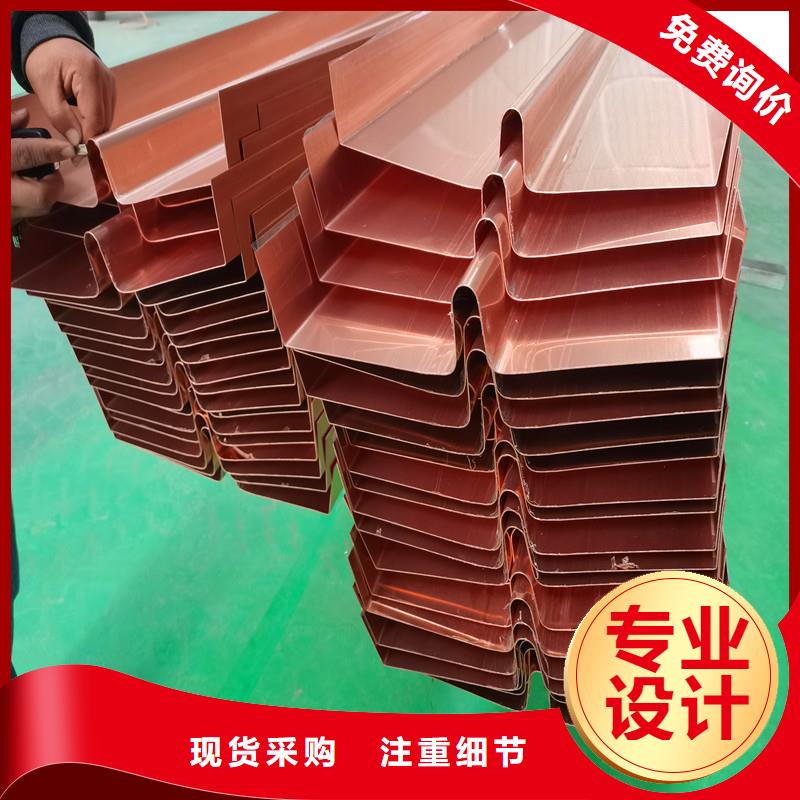
紫銅止水金華止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。
紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。
氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。
1)搭接焊工藝
① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。
② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。
2)施焊操作要點
氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。
氧氣乙炔焰的點燃、調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、調節乙炔調節閥,隨時調節氣體的流量。
點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小。
火焰的調節,剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節氧氣調節閥和乙炔調節閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。
調整后的火焰形狀不得歪斜或發出“吱吱”的聲音。若發現火焰不正常時,