

聯系我們

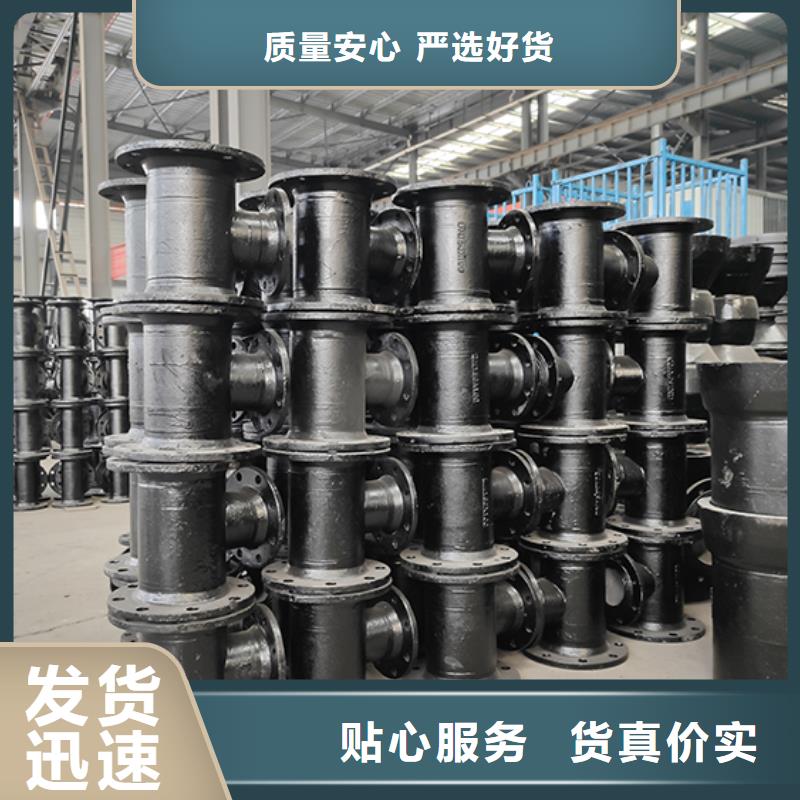
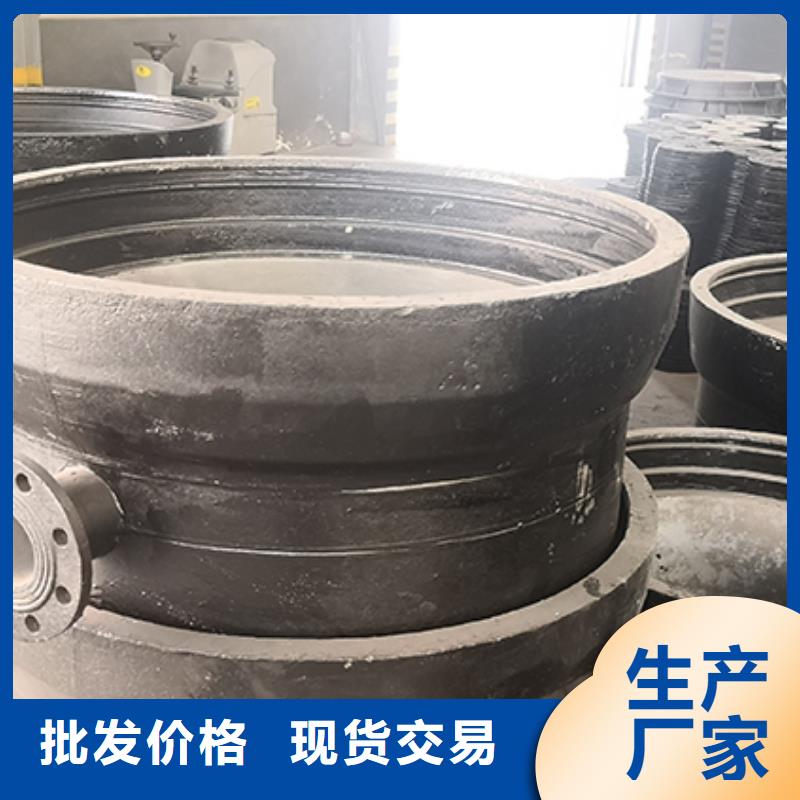
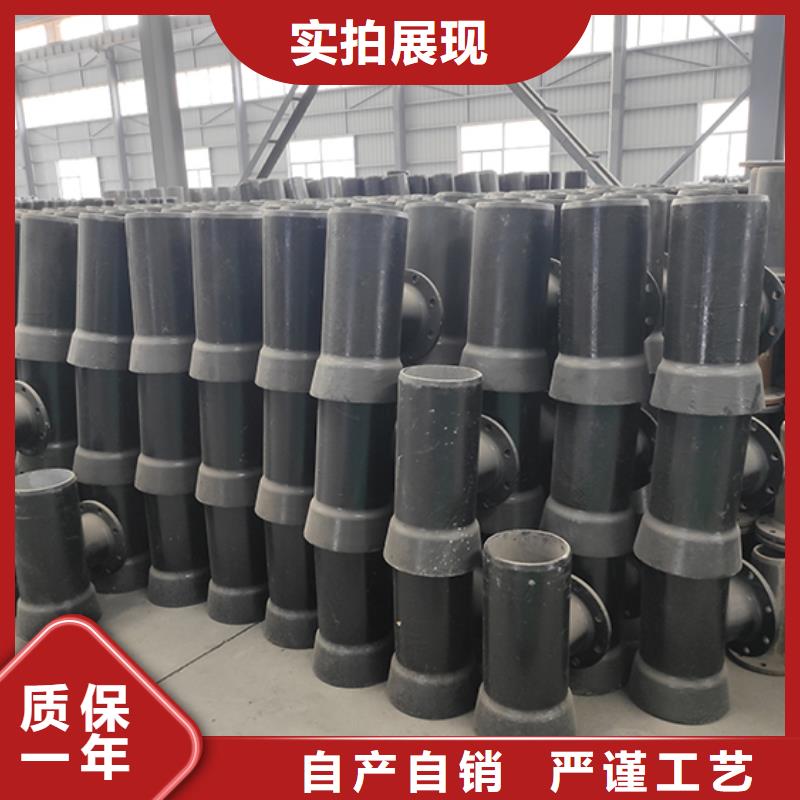
球墨鑄鐵管套袖現貨
更新時間:2025-01-11 20:45:25 瀏覽次數:2 公司名稱: 鑫福興管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運費說明 | 現付 |





球墨鑄鐵管配件壓力試驗完畢,不得再球墨鑄鐵管上進行修補。建設單位應參加壓力試驗,壓力試驗合格后,應和施工單位一同按規范規定填寫球墨鑄鐵管系統壓力試驗記錄。(2)壓力試驗前應具備的條件:1)試驗范圍內的球墨鑄鐵管安裝工程除涂漆,絕熱外,已按設計圖紙全部完成,安裝質量符合有關規定。2)球墨鑄鐵管上的膨脹節已設置了臨時約束裝置。3)試驗用壓力表已校驗,并在周檢期內,其精度不得低于1.5級,給水球墨鑄鐵管表的滿刻度值應為被測壓力的1.5~2倍,壓力表不得少于2塊。4)符合壓力試驗要求的液體或氣體已經備齊。5)按試驗的要求,怎樣區別無縫鋼管材質球墨鑄鐵管已經固定。6)對輸送劇毒流體的球墨鑄鐵管及設計壓力大于等于10MPa的球墨鑄鐵管,在壓力試驗前,下列資料已經建設單位復查:A,球墨鑄鐵管組成件的質量證明書;B,球墨鑄鐵管組成件的檢驗或試驗記錄;C,管子加工記錄;D,焊接檢驗及熱處理記錄;E,設計修改及材料代用文件。待試球墨鑄鐵管與無關系統已用盲板或者采取其他措施隔開。待試球墨鑄鐵管上的閥,球墨鑄鐵管-球墨管-球墨鑄鐵管廠家-青島金源達管業有限公司 板及儀表元件等已經拆下或加以隔離。試驗方案已經過批準,并已進行了技術交底。水壓試驗的程序,步驟,方法水壓試驗的程序,步驟,方法如下:連接。講試壓設備與試壓的球墨鑄鐵管系統相連,試壓用的各類閥門,壓力表安裝在試壓系統中,在系統的 點安裝放氣閥,在系統的 點安裝泄水閥。
灌水。打開系統 點的放氣閥,關閉系統 點的泄水閥,向系統灌水。試壓用水應使用純凈水,當對奧氏體不銹鋼球墨鑄鐵管或連有奧氏體不銹鋼球墨鑄鐵管或設備的球墨鑄鐵管進行試驗時,水中氯離子含量不得超過25*10-6(ppm)。待排氣閥連續不斷向外排水時,關閉放氣閥。檢查。系統充水完畢后,不要急于升壓,而應先檢查一下系統有無滲水漏水現象。升壓。吹水檢查無異常,可升壓,升壓用手動試壓泵(或電動試壓泵),升壓過程應緩慢,平穩,先把壓力升到試驗壓力的一般,對球墨鑄鐵管系統進行一次的檢查,若有問題,應泄壓修理,嚴禁帶壓修復。若無異常,則繼續升壓,待升壓至試驗壓力的3/4時,在做一次檢查,無異常時再繼續升壓到試驗壓力,一般分2~3次升到試驗壓力。持壓。當壓力達到試驗壓力后,穩壓10min。再將壓力降至設計壓力,停壓30min,以壓力不降,無滲漏為合格。試壓后的工作。試壓結束后,應及時拆除盲板,膨脹節限位設施,排盡系統中的積水。3.水壓試驗應注意的事項1)試驗前,想系統充水時,應將系統的空氣排盡。2)試驗時,環境溫度不應低于5℃,當環境溫度低于5℃時,應采取防凍措施。3)試驗室,應測試試驗溫度,嚴禁材料試驗溫度接近脆性轉變溫度。4)承受內壓的地上鋼球墨鑄鐵管及有色金屬球墨鑄鐵管試驗壓力應為設計壓力的1.5倍,埋地鋼球墨鑄鐵管的試驗壓力應為設計壓力的1.5倍,且不得低于0.4MPa。5)當球墨鑄鐵管與設備作為一個系統進行壓力試驗時,球墨鑄鐵管試驗壓力等于或小于設備的試驗壓力時,應按球墨鑄鐵管配件的試驗壓力進行試驗,當球墨鑄鐵管試驗壓力大于設備的試驗壓力,且設備的試驗壓力不低于球墨鑄鐵管設計壓力的1.15倍時,經建設單位同意,可按設備的試驗壓力進行試驗。
由球墨鑄鐵管配件的凝固特點認為球鐵件易于出現縮孔縮松缺陷,因而其實現無冒口鑄造較為困難。闡述了實現球鐵件無冒口鑄造工藝所應具備的鐵液成份、澆注溫度、冷鐵工藝、鑄型強度和剛度、孕育處理、鐵液過濾和鑄件模數等條件,用大模數鑄件和小模數鑄件鑄造工藝實例佐證了自己的觀點。1、 球墨鑄鐵的凝固特點球墨鑄鐵與灰鑄鐵的凝固方式不同是由球墨與片墨生長方式不同而造成的。在亞共晶灰鐵中石墨在初生奧氏體的邊緣開始析出后,石墨片的兩側處在奧氏體的包圍下從奧氏體中吸收石墨而變厚,石墨片的先端在液體中吸收石墨而生長。在球墨鑄鐵中,由于石墨呈球狀,石墨球析出后就開始向周圍吸收石墨,周圍的液體因為w(C)量降低而變為固態的奧氏體并且將石墨球包圍;由于石墨球處在奧氏體的包圍中,從奧氏體中只能吸收的碳較為有限,而液體中的碳通過固體向石墨球擴散的速度很慢,被奧氏體包圍又限制了它的長大;所以,即使球墨鑄鐵的碳當量比灰鑄鐵高很多,球鐵的石墨化卻比較困難,因而也就沒有足夠的石墨化膨脹來抵消凝固收縮;因此,球墨鑄鐵容易產生縮孔。另外,包裹石墨球的奧氏體層厚度一般是石墨球徑的1.4倍,也就是說石墨球越大奧氏體層越厚,液體中的碳通過奧氏體轉移至石墨球的難度也越大。低硅球墨鑄鐵容易產生白口的根本原因也在于球墨鑄鐵的凝固方式。如上所述,由于球墨鑄鐵石墨化困難,沒有足夠的由石墨化產生的結晶潛熱向鑄型內釋放而增大了過冷度,石墨來不及析出就形成了滲碳體。此外,球墨鑄鐵孕育衰退快,也是極易發生過冷的因素之一。 2、球墨鑄鐵無冒口鑄造的條件從球墨鑄鐵的凝固特點不難看出,球墨鑄鐵件要實現無冒口鑄造的難度較大。筆者根據自己多年的生產實踐經驗,對球墨鑄鐵實現無冒口鑄造工藝所需具備的條件作了一些歸納總結,在此與同行分享。1、管材選用原則(1)具有優良的力學及物理性能和耐久性,確保供水******和具有較長的使用壽命;(2)具有良好的耐腐蝕性能,避免水質受到污染;(3)具有良好的水力性能,以減少水頭損失,從而減少工程投資;(4)管道配件質量好,加工方便,規格齊全,施工和維修方便;(5)便于運輸和施工,以減少施工難度,縮短施工周期;(6)根據管道沿線地形地質條件和管材來源,因地制宜地采用不同的管材;(7)管材性價比較優,在保證質量的前提下,以減少工程投資。
球墨鑄鐵管應該怎么安裝?一、先截取相應長度的球墨鑄鐵管,切開后應確保直管兩端斷面與直管軸線筆直、斷口潤滑規整、無飛邊毛刺,以免劃傷橡膠密封圈; 二、在球墨鑄鐵管的兩端插口上畫好刺進深度標志線,深度標志線的斷面與軸線相筆直,管件承口與直管插口端部連接處應保留大約5mm的間隙; 三、將法蘭壓蓋、橡膠密封圈依次套人直管插口端,橡膠密封圈的上邊緣與直管插口上畫好的刺進深度標志線對齊; 四、裝置直管時將直管插口端刺進管件承口內,裝置管件時將管件承口端套入直管插口,并堅持橡膠密封圈在承口內的深度相同; 五、順管件指向直管的方向裝入螺栓,緊固螺栓時應對角交叉進行,逐一逐次均勻緊固,使橡膠密封圈均勻受力。球墨鑄鐵管裝置技術要求:施工前,對管材、管件、橡膠圈等做一次外觀檢查,發現有問題的均不能運用。 球墨鑄鐵管普通采用滑入式T型接口,只需將插口刺進承口就位即可。施工理論證明:這種接口具有可靠的密封性、杰出的抗震性和耐腐蝕性,操作簡略,裝置技術易操控,改善了勞動條件,質量可靠,接口完成后即可通水,是一種比擬好的接口方式。
球墨鑄鐵管配件