


更新時間:2025-01-17 07:33:13 瀏覽次數:7 公司名稱: 河畔水利機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 50 |
| 發貨期限 | 3 |
| 供貨總量 | 5678 |
| 運費說明 | 含運費 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | PP |
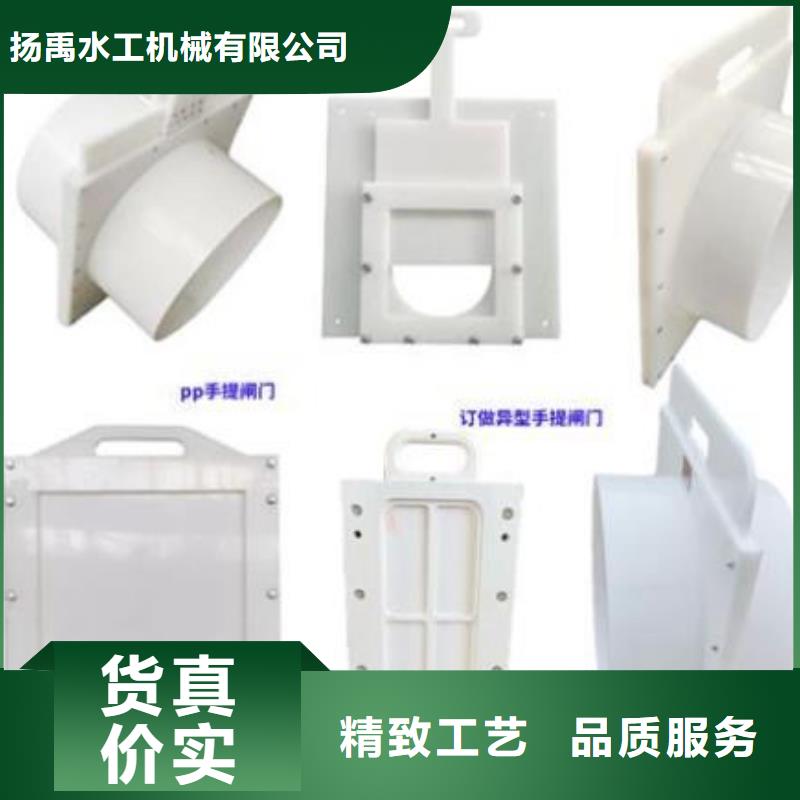

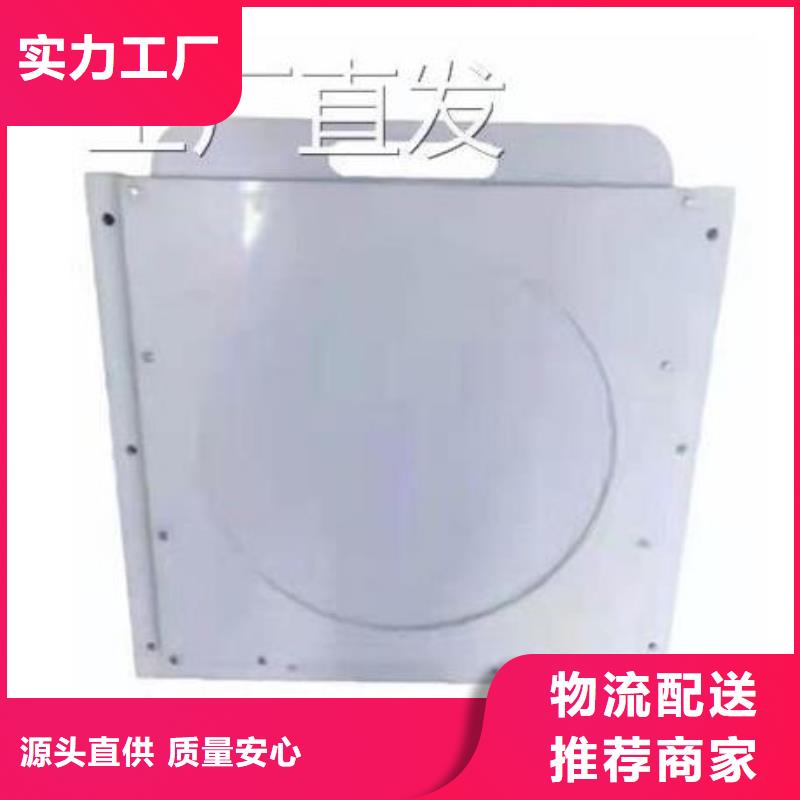
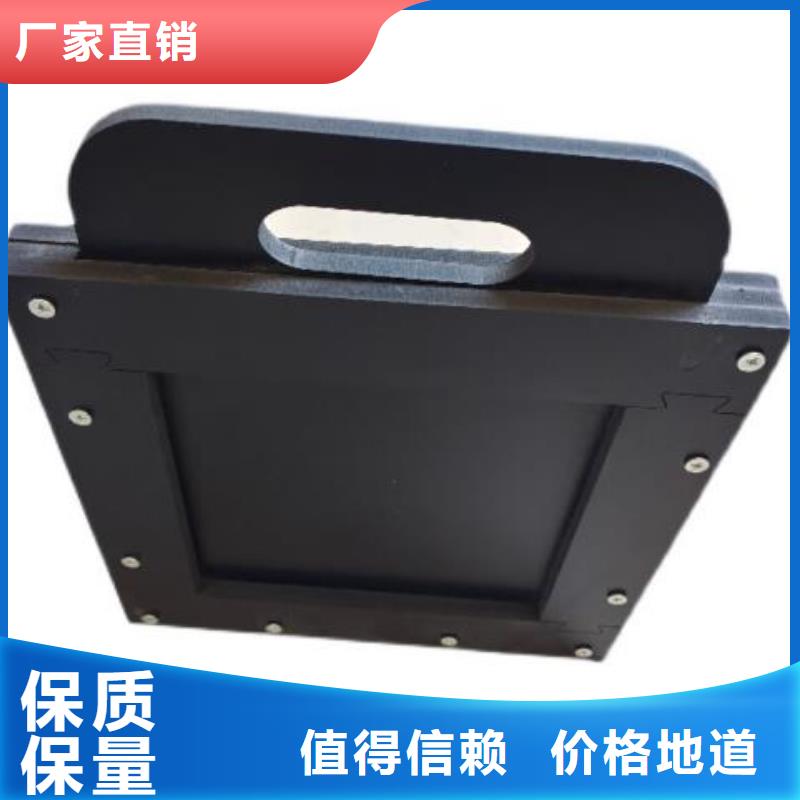






塑料閘門1.2米×1.2米結構設計:
主要由閘框和閘板兩大部分組成。
閘框是閘板的支承構件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。為科學合理節約材料及減輕自重,其斷面制成格構式,斷面尺寸按所受荷載大小和閘板運行情況綜合考慮。閘板是用來封閉和開啟孔 口的活動擋水構件, 板面四周設鑄鐵邊框梁 , 為提高閘板的強度 , 板面制成拱形, 拱的圓心角按 6 0 度設計,以降低其所受的水壓力。為便于制造、 運輸和安裝 , 閘板可制成上下幾部分,待到安裝現場后再用螺栓連接組裝成整體 ,連接處上下板設置法蘭和筋板使其成為閘板的中間橫梁, 以提高閘板的縱向剛度 , 在寬度方向設置縱向筋板 ,
以提高其橫向剛度,同時起到縱梁的作用。

塑料閘門節吊入后與支臂下端連接,并調整面板半徑合格。吊入第2節與*節對接,根據廠內預組裝時的定位裝置定位,并調整檢查各項目合格。依次吊入所有門節,與支臂連接好后進行固定,各節之間點焊定位。
2.4、閘門焊接
門葉焊接前用樣板檢查面板弧度和弧面半徑,以及門葉中心偏差等,檢查結果合格后,經監理認可,方可進行拼裝焊縫的焊接。門葉焊接按分節由下向上依次進行。每個節間焊縫焊接順序為隔板、翼板、面板。首***行定位焊接,焊接長度為50mm以上,間距為300mm。完成后檢查焊接質量,如有缺陷應后重新焊接。定位焊后進行正式焊接。焊接面板時安排6~8個焊工采用分段退步對稱焊接。將正縫焊接60%~80%后,再進行背縫清根和焊接,然后將正縫焊接完成。每條焊縫均采用多層多道焊,焊縫的層間接頭應錯開,以保證接頭焊接質量。 從事焊接的焊工和無損檢測人員,必須是取得資質的合格焊工。焊條的保管、烘烤及使用按已規定的程序嚴格進行。

塑料閘門,可用于取水輸水、市政建設,給水排水、農田灌溉,海產養殖等工程中,通常設置在渠道、涵管的進水口,及水產養殖的圍口用工作閘門調節流量、控制水位,或用作檢修閘門關閉孔口擋水。
插板閥由閘板和閘框組成,閘板起擋水作用,閘框固定閘板,也是閘板上下升降的滑道。塑料插板閘由聚丙烯材料,精切割組裝而成,密度高,抗水壓,用于污水廠,化工廠,污水管道等污水的環境中使用。塑料閘板結構簡單,使用方便,在水泥混凝土澆筑的溝渠,管道口預制的凹槽中提拉截止水流,是農業水利,田間灌溉的理想產品。

塑料閘門門葉安裝檢驗合格后,用千斤頂將門葉向另一側頂移一個設計水封壓縮量,然后掛上水封號孔,鉆孔后安裝復位,再在另一側反向將門葉頂移二個設計水封壓縮量,用同樣方法制孔后安裝復位。安裝時應先將橡皮按需要的長度粘接好,再與水封壓板一起配鉆螺栓孔,橡膠水封螺栓孔應采用***鉆頭使用旋轉法加工,不準采用沖壓法和熱燙法加工,其孔徑應比螺栓直徑小1mm。水封裝置安裝允許偏差和水封橡皮的質量要求,應符合相關技術規定。
3.2、油漆修補
油漆修補主要是現場焊縫兩側部位的涂裝(水封座板、加工面除外),以及安裝施工中設備表面涂裝損壞的部位。在防腐涂裝前,將涂裝部位上的鐵銹、油污、焊渣、等污物干凈后再進行防腐涂裝工作。
