

聯系我們

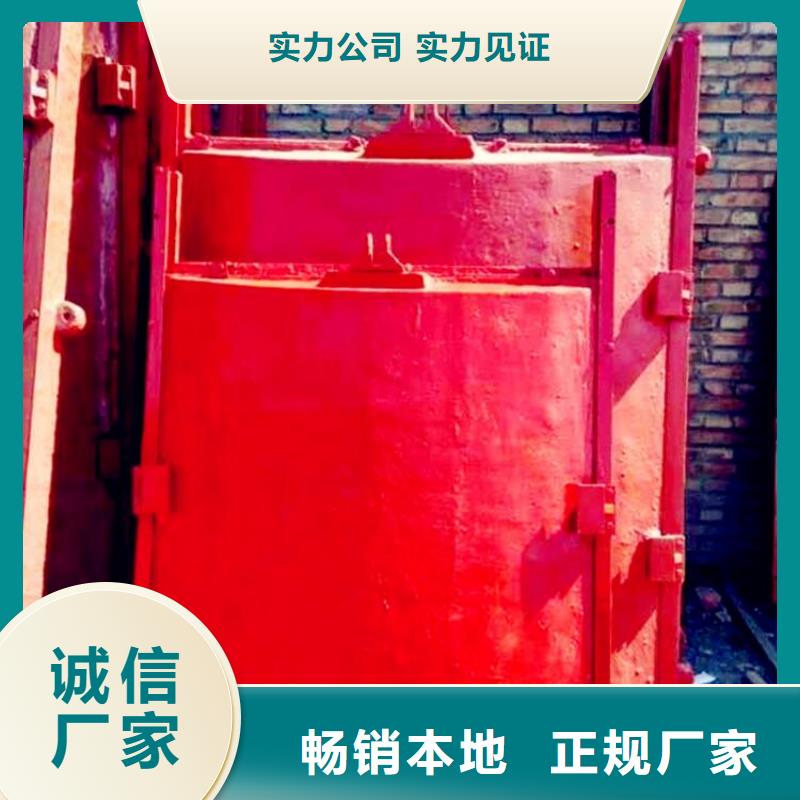
手動鑄鐵閘門2000*2000生產廠家
更新時間:2025-01-16 00:15:24 瀏覽次數:2 公司名稱: 河畔水利機械廠
| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |






平面鋼閘門擋水面板形狀為平面的一類鋼閘門,直升式平面閘門。平面鋼閘門的組成和結構布置:平面鋼閘門是由活動的門葉結構、埋固構件和啟閉機機械三部分組成。門葉結構是用來封閉和開啟孔口的活動擋水結構。由門葉承重結構、行走支撐以及止水和吊具等組成。埋固構件包括(1)主滑道的軌道;(2)側輪和反輪的軌道;(3)門楣,底坎;(4)門槽護角、護面和底濫。支承邊梁是為于閘門兩邊支承在滑塊或滾輪等行走支撐上的豎向梁。主要承受由主梁等水平梁傳來的水壓力產生的彎矩,以及縱向聯結系和吊耳傳來的門重和啟閉力等豎向力產生的拉力或壓力。 鋼制閘門防腐解決方案一、閘門概況 閘門廣泛應用于水庫、水渠、水工隧洞、水閘等水工建筑物上,它們調節流量、控制水位、蓄水泄洪,造福人類。鋼閘門作為閘門中常見的一種,具有承壓力大、重量輕、啟閉靈活、壽命長等優點。然而有資料證明:每年鋼材表面的腐蝕在大氣中為0.10mm,在河水中為0.15mm在海水中為0.30mm。因此必須重視鋼閘門的防腐處理工作,即采取有效防腐措施減緩鋼閘門表面腐蝕速度,延長使用壽命,保證工程運行。 二、閘門防腐處理工藝 2.1鋼閘門防腐措施 鋼閘門防腐措施常見有三種,即涂料防腐、金屬防腐和外加電流陰極保護與涂料聯合防腐。 涂料防腐是利用涂料涂裝在閘門結構表面形成保護層,把鋼材與工作介質隔離,從而達到防腐目的。涂料防腐對閘門結構無特殊要求,應用很廣泛。 金屬防腐一般指噴鋅、噴鋁,而噴鋅常用。噴鋅就是通過一套專用設備將鋅絲融化噴射到閘門結構表面形成鋅鍍層,防止鋼材腐蝕。由于鋅鍍層本身有一些細微孔隙,所以常與涂料防腐聯合應用。噴鋅防腐常用于數量少、面積小、維護條件差、工作環境惡劣、防腐要求較高的重要結構。 外加電流陰極防腐是以閘門結構作為陰極并合理地布置一些輔助陽極,在電解質溶液中,通過犧牲陽極來保護陰極的電化學防腐方法。該方法常與涂料防腐聯合使用,用于保護面積較大,結構數量較多而集中,表面形狀比較簡單而又常浸水中的重要結構。 2.2鋼閘門一般防腐處理工藝 無論采用哪種防腐措施,必須首先對鋼閘門結構表面進行表面處理,方法有三:人工法、機械法和化學法。目前常用的是干噴砂法(屬機械法)。因此一般鋼閘門防腐工藝流程為:表面處理(噴砂)—噴鍍(噴鋅)—涂料涂裝。三、鋼閘門防腐處理中需要注意的幾個問題 由于受施工季節、工期和場地等條件影響,防腐處理過程中常出現一些違規現象,為此有必要從理論上提高認識,做到有據可查、有規可依,從而有效提高防腐質量。下面結合施工經驗對一些難以統一標準的問題作簡單論述。 3.1氣象條件 氣象條件主要是作業時的溫度、濕度和露點。對噴砂和噴漆作業,要求:鋼板表面溫度高于露點3℃以上;相對濕度不大于85%;環境濕度噴砂為0℃以上,噴漆為10℃以上。露點是指潮氣將凝結成液體的溫度。 3.2環境條件 噴砂場地嚴禁閑人進入,保護磨料干凈、清潔;噴砂作業與噴鋅、噴漆作業要進行有效隔離,防止相互影響。 3.3各工序間的時間間隔 噴砂除銹后,鋼材表面應盡快噴鋅,一般控制在2h內,氣象條件好時,也不宜超過8h。噴鋅檢查合格后,應立即進行涂漆封閉, 在鋅層尚有余溫時即涂裝 遍防銹漆,以后各遍涂層必須在前一層全干透后方可進行,以免產生皺皮現象,通常干燥時間為6h,應按涂料說明書進行。 3.4噴涂距離與角度 噴砂噴射距離宜為150-300mm,噴射角度以45-80度為宜,這樣可以邊打邊吹,避免直射時因砂粒反射引起相互撞擊。噴鋅噴鍍距離為150-200mm,噴距過小,鍍層溫度增高,冷卻收縮易引起翹皮和脫落;噴距過大,影響鋅粒噴射動能,引起鍍層結構疏松,孔隙增加,降低附著力。噴射角度(噴束中心線與工作面垂線夾角)控制在25度左右,這樣既可減少鋅粒互相碰撞,又可防止其滑沖與飛散,從而得到緊密、牢固的鍍層。涂漆噴射角度應垂直,距離以150-250mm為宜,距離增大,漆霧噴射力量減少,易飛散,影響漆膜附著力;距離減小,易使漆液集中,形成桔皮流掛。 3.5涂層遍數與厚度 一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。 3.6邊角位置及拼接焊縫處的噴涂 為保證閘門邊角位置的噴涂質量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。 閘門拼接位置必須在施工現場或安裝就位后進行焊接,所以應在焊縫處各側50mm范圍內涂裝焊接時不對焊縫質量產生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區進行二次除銹與噴涂。 四、防腐處理質量檢查 鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規范規定。 4.1表面處理(噴砂) 一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數值達到40-70μm,用專用量具或樣塊檢測。 4.2噴鋅 外觀質量目測檢查,鍍層表面應均勻無雜物、起皮、鼓泡、孔洞、凹凸不平、粗顆粒、掉塊及裂紋等缺陷。 鍍層附著力用劃網絡格法檢查,具體操作按規范(DL/T5018-94)執行。鍍層厚度一般為120-250μm,用磁性測厚儀測定,測點合格率不得低于85%。 
電器控制系統
電動鑄鐵閘門自帶現場控制箱,現場控箱箱體采用碳鋼噴塑材質,防護等級為IP55,具有抗腐蝕、防火阻燃性能好。控制箱具有手動、自動控制功能。每臺控制箱上設有手動/自動切換開關、控制按鈕、信號燈等,控制箱預留有與自控制系統的輸入、輸出接口。輸入:遠控開閘命令、遠控關閘命令;輸出:手動/自動、開到位、關到位、開關閘過轉矩及正常/故障。上述接口均為無源繼電器觸點。電氣控制具有過流、短路過載、過轉矩、漏電、接地等保護功能,超負荷、超行程、等故障顯示功能。
墻式雙向方閘門概述及用途
墻式雙向方閘門是我廠吸收國內外先進結構和工藝,而進行設計改進的一種給排水及污水處理的理想設備。本閘門的制造加工符合建設部CJ/T3006-1992標準和美國 AWWA標準。廣泛應用于市政、石油、化工、電站、冶金、煤炭、輕工、食品、制藥、水利、污水處理等給排水工程中,對公稱壓力這0.1MPa以下的用在管道口和交匯窯井、泥沙地、污水渠道、原站井水口、清水池等地方,用以截止疏通水流或調節水位。并可與手動、電動、液動啟閉機組合配套使用,實現現場操作或遠距離集中控制,還可與微機聯動控制。
2.墻式雙向方閘門結構特點
本閘門是由門框、閘板、導軌、密封條、可調整密封機構等部件組成。 本閘門具有結構簡單,密封性好、耐磨性強、操作簡單、安裝方便、使用壽命長,品齊全、適應性廣等特點。

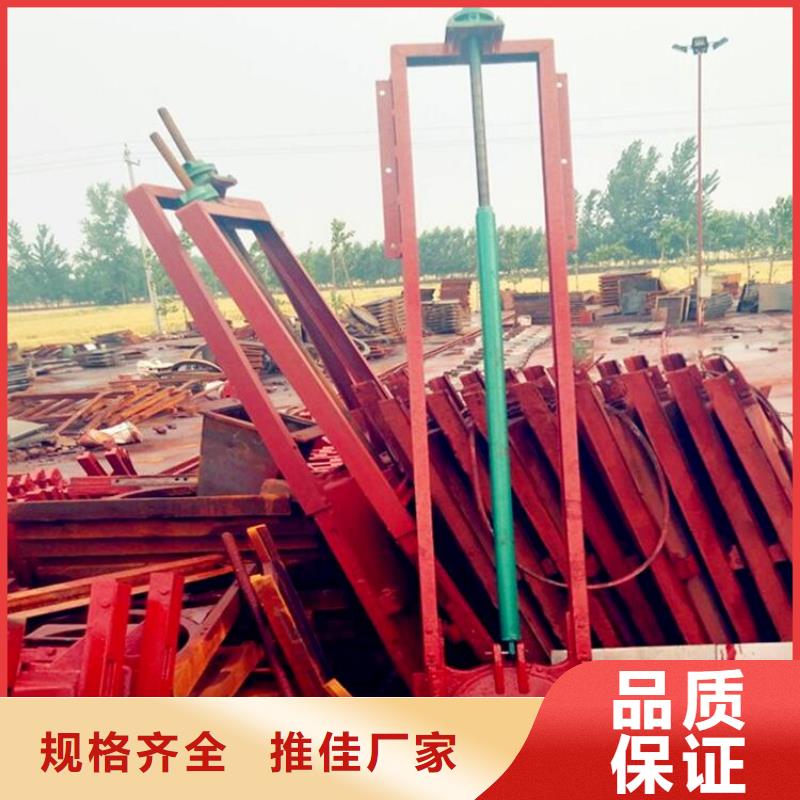
機閘一體式鑄鐵閘門正常使用水頭1-6.5米,還可承受一定的反向水頭,為滿足用戶要求,可制造高水頭閘門。
2、閘門安裝用整體安裝,二期澆注,將閘板與閘框的封水間隙調到0.3mm以下,方可進行二期澆注。
3、機閘一體閘門在澆注混凝土時,流進閘板、閘框、斜鐵、擋板間隙中的灰漿必須,防止灰漿凝固后影響閘門啟閉。
4、閘門上下框設有固定塊,可防止閘板在運輸吊裝等過程中滑出,安裝凝固后(使用前)應先卸掉上閘框的固定塊和下框緊回螺栓,方可啟動。
5、機閘一體式鑄鐵閘門啟閉時,應注意閘板的上下板限位置,以免損壞閘門或啟閉機。
機閘一體鋼閘門按閘門的結構形式分為:
PZ型平面平板門和PGZ型平面拱形門又可分為整體式和組裝式兩種,規格齊全從0.2x0.2—6.5x6.5m(6.5x6.5m米或者水頭高為6.5m米)并生產矩形鑄鐵閘門;出水口=3米時,為雙吊點閘門。機閘一體式鑄鐵閘門主要適用與正向受壓止水,根據用戶需要可制造反向止水閘門。在結構上采用機加工硬止水,較大閘門底封水亦可采用橡膠封水。根據用戶要求,可采用鑲銅或鑲不銹鋼止水,該設備可以根據客戶需要做成鑄鐵的,鋼的和不銹鋼的,滿足不同地方不同客戶需要。

大家好今天小編帶大家了解一下鑄鐵閘門中的字母的含義,鑄鐵閘門不僅僅是一個樣子的,有圓的、有方的、還有拱型的。有好多人問圖紙表明型號材質了為什么前面都有字母,那字母的含義到底是什么呢,小編帶大家了解一下閘門中的字母含義,這樣在遇到這樣的問題我們通過看里面的字母就知道需要什么閘門了。 閘門的字母表示法:閘門中有PZ、PGZ、SPZ、MXY、FP、YP。 P:表示平面; G:表示拱形或者弧形; Z:表示閘門(大多表示鑄鐵閘門); S:表示雙向止水: M:表示明桿式; X:表示鑲銅; F:表示方形; P:表示拍門; Y:表示圓形; PGZ:表示平面拱形鑄鐵閘門; SPZ:表示雙向止水平面(平板)鑄鐵閘門; MXY:表示明桿式鑲銅鑄鐵圓閘門; FP:表示方形拍門; YP:表示圓形拍門; 