

想要更直觀地感受直縫管無縫鋼管現貨快速采購產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:直縫管無縫鋼管現貨快速采購的圖文介紹


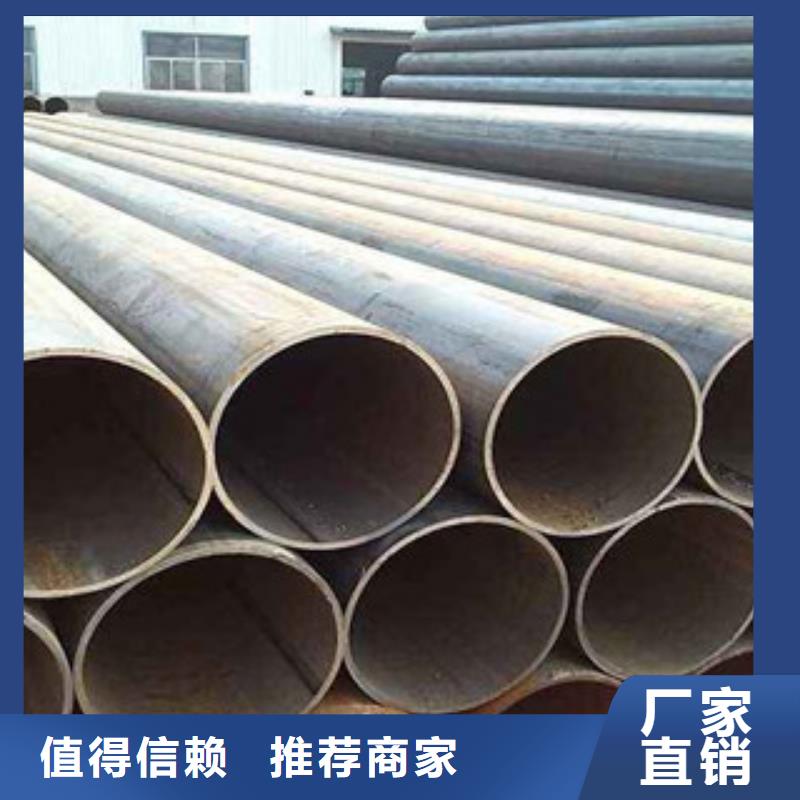
螺旋縫焊管一般是以熱軋鋼帶卷作管坯,經螺旋成型,再采用高頻電阻焊法或埋弧焊接成型。該工藝能用較窄的坯料生產較大管徑的焊管,還可以用同樣寬度的坯料生產不同管徑的焊管。焊縫長度比直縫焊管焊縫長增加30%~100%。焊管的缺陷主要體現在焊縫上,焊縫長就意味著可靠性差,并且成型與焊接同時進行,焊縫缺陷幾率明顯偏高,焊縫質量不易保證。螺旋縫焊管生產線普遍不具有擴徑工序,無法降低成型和焊接殘余應力,致使焊管內部具有較大的殘余應力,其殘余應力為拉應力(可達200~300 MPa)。而焊管受內壓后,管壁亦產生環向拉應力,二者疊加,使焊管承壓能力減弱。并且殘余拉應力,特別是焊縫位置殘余拉應力的存在也大大降低了焊管抗應力腐蝕的能力,在酸性油氣輸送管線中必須嚴格限制殘余拉應力。螺旋縫焊管在曲面上進行焊接,焊縫形狀欠佳,內焊縫的馬鞍形和外焊縫的脊背形難以克服,應力集中難以避免。螺旋縫焊管焊縫熱影響區大,且硬度高,韌性和抗應力腐蝕能力下降。



直縫焊管生產工藝相對簡單,主要生產工藝有高頻焊直縫鋼管和埋弧焊直縫鋼管,直縫管生產效率高,成本低,發展較快。 螺旋焊管的強度一般比直縫焊管高,主要生產工藝是埋弧焊,螺旋鋼管能用同樣寬度的坯料生產管徑不同的焊管,還可以用較窄的坯料生產管徑較大的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 在業內生產較大口徑直縫鋼管時會使用丁字焊技術,即將一段段短的直縫鋼管再進行對接,接成符合工程需要的長度,丁字焊直縫鋼管缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。

直縫焊管便宜,工藝要求低,可直接進行現場制作,管徑較大。但強度不高;螺旋焊接管價格稍高,工藝要求高,機械設備要求較高,管徑偏小。
工藝特點
1.擁有專業的薄膜貼覆技術;
2.采用采光板專用短切氈;
3.成型區采用分區溫控,自動調節技術。
4.邊切采用無水無塵邊切割技術。
5.擁有空氣凈化、除塵、廢料回收等環保設備。
6.生產標準化:公司通過ISO9001認證,產品符合GB/T14206-2005標準。
7.生產能力:天恩擁有兩條生產線,單條生產線每分鐘生產達6 m/分鐘以上,日產能達12000米。
工藝特點
1.擁有專業的薄膜貼覆技術;
2.采用采光板專用短切氈;
3.成型區采用分區溫控,自動調節技術。
4.邊切采用無水無塵邊切割技術。
5.擁有空氣凈化、除塵、廢料回收等環保設備。
6.生產標準化:公司通過ISO9001認證,產品符合GB/T14206-2005標準。
7.生產能力:天恩擁有兩條生產線,單條生產線每分鐘生產達6 m/分鐘以上,日產能達12000米。


直縫焊管的成型工藝分類與成型質量控制
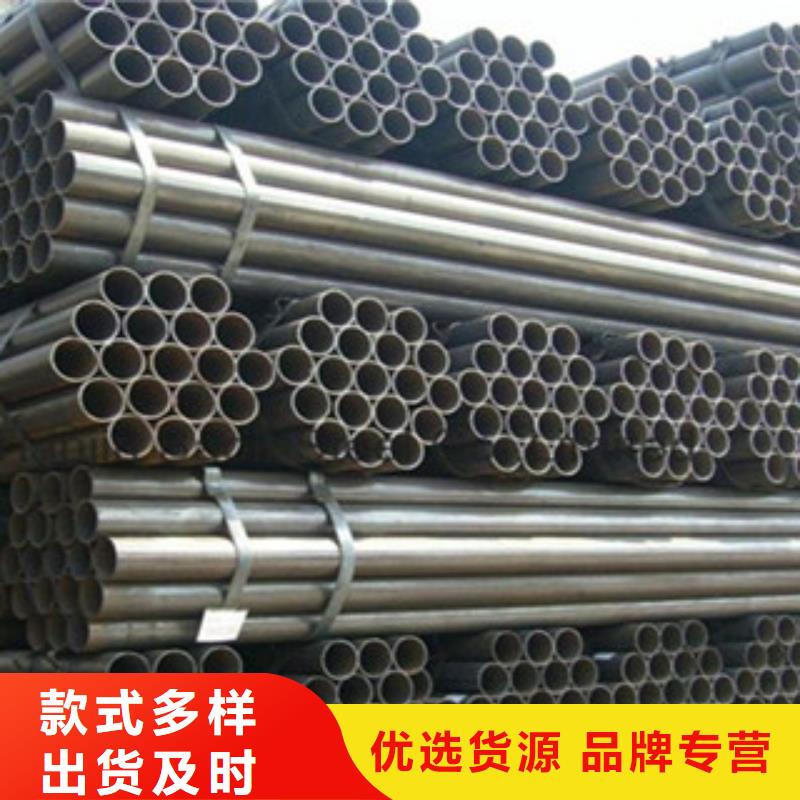
直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續成型為管狀,然后用電阻加熱或感應加熱使帶鋼邊緣部位處于熔融狀態,在壓力的作用下將接縫焊合而得到鋼管。它能生產的產品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續塑性彎曲而成管筒狀,是一種應用廣泛、優質的中、小口徑電焊管成型方法。
(1)軋輥對帶鋼成型中縱向的拉伸作用小,使邊部拉伸處于小狀態。
(2)立輥組可以用來成型各種規格的管材而不必換輥,共用性好。
(3)立輥組均為被動輥,摩擦消耗小,故成型所需功率小。



鋼興鋼管
有限公司十分注重 山西太原20G無縫鋼管產品質量,始終堅持以質量求生存、以信譽求發展的經營宗費時,積累了多年專業制造生產 山西太原20G無縫鋼管的經驗,不斷完善管理制度,超越自我,不斷追求 山西太原20G無縫鋼管產呂的完美而不懈努力!我們可以根據您的需求定制、設計等一系列服務。
鋼興鋼管
有限公司真誠期 待為您創造更多的空間,攜手共進,共創輝煌!


大直縫焊管機組的生產原料主要是中厚板軋機生產的寬鋼板(除小于600mm的鋼管可用熱連軋機生產的鋼板外),要求供應優質鋼板。油氣輸送管線用鋼管在強度、韌性、焊接性能、耐H2S腐蝕等方面需要有較高的性能,一般采用低碳合金控軋鋼板因此,要求中厚板廠具有先進的冶煉設備(尤其是精煉設備)和具有完善控軋性能的寬板軋機,生產出X60~X75或更高鋼級的熱軋寬鋼板,供給大直縫焊管機組作原料,這樣才能生產出符臺API標準的管線鋼管,滿足管道工業建設和發展的需要。
CFE(排輥成型)工藝排輥成型有全排輥成型和半排輥成型之分。所謂半排輥成型就是只將一般輥式成型機中傳動輥機架(即平輥機架)之間的空轉輥用成排小輥代替以改善成型條件。小輥可以調整位置,適用一定范圍的鋼管尺寸,不必更換。而全排輥成型則是除了留下一一般輥式機中 架傳動輥機架外,其他機架全部代以小排輥、小輥,特別是外面的小輥,可適用于所有的鋼管,不必更換,所以這種方法對提高生產率有利。


